![API 653 Annex B [PDF]](https://pdfs.asia/img/200x200/api-653-annex-b.jpg)
12 0 214 KB
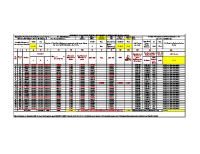
SETTLEMENT EVALUATION Edge Settlement [Refer API 653 Annex B.2.3, Figure B.5] Bottom Settlement Near the Tank Shell [Refer API 653, Annex B.2.4, Figures B-6, B-7, B-9 B-10, B-11, B-12, B- 13] Localized Bottom Settlement Remote from the Tank Shell [Refer API 653, Annex B.2.5, Figure B.8) 7. NUMBER OF SETTLEMENT POINTS Number of survey points calculations for determining tank settlement. [Refer API 653 12.5.2, Annex B, Figure B.1 & Figure B.2]
Bew, when bottom welds are (±20o) parallel to the shell,
B.2.3.4 Methods for evaluation of measured edge settlement (B) Bew is more conservative than Be so at first evaluate measured settlement (B) against Bew for all settled areas If all areas meet this criterion, the settlement is acceptable and no further evaluation is necessary If necessary, different settled areas can be evaluated separately against Bew and Be. l to do this assessment first (B-2.3.4).
When Bew or Be are ≥75% of their limit (and larger than 2 in) the welds in the region should be inspected visually and with MT or PT to check for cracking (API 653 Figure B.11 and B.12). Any bottom plate exhibiting a strain (permanent plastic deformation) of more the 2–3% should be replaced (B.4.2). The settlement graphs were originally developed for ¼” thick tank bottoms but can also be applied with reasonable accuracy for thicknesses between 5/16” and 3/8” In general, settlement occurs fairly slowly over the first few years of service (B.3.4.5) Watch out for the edge settlement clause B.3.4.6 (a to d). There are possible exam questions in here. Edge settlement, B is called either Be or Bew Be = allowable settlement in an area with no bottom welds, or only butt-welds in the bottom, or lap welds in the bottom that are essentially perpendicular (±20°) to the shell Bew = allowable edge settlement in an area where there is a bottom lap weld in the settled area that is essentially parallel (±20°) to the shell.
If the edge settlement is in an area where the tank bottom plate welds run near-perpendicular (±20o) to the shell, the extent of edge settlement is called Be.
Note the following key points B.2.3 Edge Settlement: occurs when the tank shell settles sharply around the periphery, resulting in deformation of the bottom plate near the shell-to-bottom corner junction. Figure B.6 Edge settlement, B is called either Bew or Be Bew = allowable edge settlement in an area where there is a bottom lap weld in the settled area that is essentially parallel (±20°) to the shell. Be = allowable settlement in an area with no bottom welds, or only butt-welds in the bottom, or lap welds in the bottom that are essentially perpendicular (±20°) to the shell Methods for evaluation of measured edge settlement (B) Bew is more conservative than Be so at first evaluate measured settlement (B) against Bew for all settled areas If all areas meet this criterion, the settlement is acceptable and no further evaluation is necessary If necessary, different settled areas can be evaluated separately against Bew and Be. Allowable Bew or Be is assessed using Figure B.11 (for Bew) and B.12 (for Be) When Bew or Be are ≥75% of their limit (and larger than 2 in) the welds in the region should be inspected visually and with MT or PT to check for cracking (API 653 Figure B.11 and B.12). Any bottom plate exhibiting a strain (permanent plastic deformation) of more the 2–3% should be replaced (B.4.2). The settlement graphs were originally developed for ¼ inch thick tank bottoms but can also be applied with reasonable accuracy for thicknesses between 5/16 inch and 3/8 inch In general, settlement occurs fairly slowly over the first few years of service (B.3.4.5)