![Karakteristik Pahat Karbida Setelah Bubut [PDF]](https://pdfs.asia/img/200x200/karakteristik-pahat-karbida-setelah-bubut.jpg)
8 0 2 MB
i
KARAKTERISTIK KEAUSAN PAHAT SISIPAN KARBIDA AKIBAT PEMBUBUTAN KERING STAINLESS STEEL
THE WEAR CHARACTERISTIC OF CARBIDE INSERTS CHISEL DUE TO DRY MACHINING OF STAINLESS STEEL
CHENDRI JOHAN
PROGRAM STUDI TEKNIK MESIN PROGRAM PASCASARJANA UNIVERSITAS HASANUDDIN MAKASSAR 2018
i
ii
KARAKTERISTIK KEAUSAN PAHAT SISIPAN KARBIDA AKIBAT PEMBUBUTAN KERING STAINLESS STEEL
Tesis Sebagai Salah Satu Syarat Untuk Mencapai Gelar Magister
Program Studi Teknik Mesin
Disusun dan diajukan oleh
CHENDRI JOHAN
kepada
PROGRAM PASCASARJANA UNIVERSITAS HASANUDDIN MAKASSAR 2018
ii
iii
iii
iv
PERNYATAAN KEASLIAN TESIS Yang bertanda tangan di bawah ini:
Nama
: Chendri Johan
Nomor mahasiswa : P2202215004 Program studi
: Magister Teknik Mesin
Menyatakan dengan sebenarnya bahwa tesis yang saya tulis ini benarbenar merupakan hasil karya saya sendiri, bukan merupakan pengambilan tulisan atau pemikiran orang lain. Apabila di kemudian hari terbukti atau dapat dibuktikan bahwa sebagian atau keseluruhan tesis ini hasil karya orang lain, saya bersedia menerima sanksi atas perbuatan tersebut.
Makassar, Januari 2018 Yang menyatakan
Chendri Johan
iv
v
PRAKATA Puji syukur kami panjatkan kehadirat Tuhan Yang Maha Esa, atas berkah, rahmat dan pertolongan-Nyalah sehingga penulis dapat menyelesaiakan tesis ini yang berjudul “karakteristik keausan pahat sisipan karbida akibat pembubutan kering stainless steel”. Penyusunan tesis ini merupakan salah satu syarat dalam menyelesaikan studi untuk memperoleh gelar Magister pada Jurusan Teknik Mesin Fakultas Teknik Program Pascasarjana Universitas Hasanuddin Makassar. Dalam penyusunan tesis ini terdapat banyak kendala yang dihadapi oleh penulis, sehingga penulis menyadari bahwa penyelesaian tesis ini tidak terlepas dari bantuan, motivasi dan bimbingan dari berbagai pihak yang telah meluangkan waktu, tenaga dan pikirannya untuk membantu penulis. Oleh karena itu penulis mengucapkan terima kasih kepada Prof. Dr. Ir. Onny S. Sutresman, M.T. selaku ketua komisi penasehat dan Dr.Ir. Ahmad Yusran Aminy, M.T. selaku anggota komisi penasehat yang senantiasa memberikan waktu, tenaga dan pikirannya dalam memberikan arahan dan bimbingan kepada penulis mulai dari penyusunan proposal, pelaksanaan penelitian sampai dengan penyusunan tesis ini. Penulis juga ingin menyampaikan ucapan terimakasih kepada semua pihak yang telah memberikan bimbingan dan petunjuk, terutama kepada : 1. Ibu Prof. Dr. Dwia Aries Tina Pulubuhu, M.A. Selaku Rektor Universitas Hasanuddin. 2. Dr.Ing. Wahyu H. Piarah, MSME selaku Dekan Fakultas Teknik Universitas Hasanuddin. 3. Ibu Dr. Ir. Zuryati Djafar. M.T. selaku Ketua Program Studi Magister Jurusan Teknik Mesin Universitas Hasanuddin.
v
vi
4. Seluruh staf pengajar / dosen dan pegawai Jurusan Teknik Mesin, konsentrasi
Konstruksi
Mesin,
Program
Pascasarjana
Universitas
Hasanuddin, atas bimbingan dan didikannya selama penulis kuliah. 5. Bapak Direktur beserta Staf Program Pascasarjana Universitas Hasanuddin atas segala pelayanannya. 6. Seluruh staf pengajar/dosen dan pegawai program studi Teknik Mesin UKI Toraja atas motivasi dan bimbingannya 7. Seluruh laboran Fakultas Teknik
Jurusan Mesin yang telah banyak
membantu dan memberikan masukkan dalam menyelesaikan penelitian ini. 8. Pimpinan BLKI dan staf/pegawai Makassar yang telah membantu dalam proses penelitian khususnya dalam tempat pengambilan data penelitian 9. Seluruh rekan-rekan seperjuangan mahasiswa mesin dan Pascasarjana Teknik Mesin Universitas Hasanuddin yang telah banyak membantu dalam penyelesaian tesis ini. 10. Serta semua pihak yang telah ikhlas membantu penulis dalam penulisan tesis ini, namun tidak sempat penulis sebutkan satu per satu pada kesempatan ini. Penulis menyadari bahwa naskah tesis ini masih banyak kekurangan oleh karena itu segala kritik dan saran yang konstruktif sangat diharapkan sebagai bahan koreksi bagi penulis demi perbaikan tesis ini dan penulisan karya berikutnya. Akhirnya semoga tesis ini dapat memberikan manfaat bagi perkembangan ilmu pengetahuan kedepannya Makassar,
Januari 2018
Chendri Johan
vii
vii
viii
viii
ix
DAFTAR ISI
HALAMAN JUDUL
i
HALAMAN PENGAJUAN
ii
HALAMAN PENGESAHAN
iii
HALAMAN PERNYATAAN KEASLIAN TESIS
iv
PRAKATA
v
ABSTRAK
vii
ABSTRACT
viii
DAFTAR ISI
ix
DAFTAR TABEL
xi
DAFTAR GAMBAR
xii
DAFTAR LAMPIRAN
xiv
DAFTAR SIMBOL
xv
BAB I PENDAHULUAN
1
1.1. Latar Belakang
1
1.2. Rumusan Masalah
3
1.3. Tujuan Penelitian
3
1.4. Manfaat Penelitian
4
1.5. Batasan masalah
4
BAB II TINJAUAN PUSTAKA
5
2.1. Proses bubut
5
2.2. Pahat potong
9
ix
x
2.3. Aus Pahat
11
2.4. Mekanisme Aus Pahat
16
2.5. Konsep permesinan terkini
18
2.6. Pemilihan bahan stainless steel
24
BAB III METODOLOGI PENELITIAN
27
3.1. Waktu Dan Tempat
27
3.2. Bahan dan alat penelitian
27
3.3. Metode penelitian
30
3.4. Variabel penelitian
30
3.5. Prosedur pengambilan data
31
3.6. Diagram alir penelitian
32
3.7. Jadwal penelitian
33
BAB IV HASIL DAN PEMBAHASAN
34
4.1. Pahat sisipan karbida Al2O3 + TiO2
34
4.2. Pahat sisipan karbida TiO2
39
4.3. Pengaruh kondisi pemotongan
44
4.3. Karakteristik aus pahat karbida berlapis
46
BAB V KESIMPULAN DAN SARAN
53
5.1. Kesimpulan
53
5.2. Saran
53
DAFTAR PUSTAKA
54
LAMPIRAN
55
xi
DAFTAR TABEL Tabel
3.1
Jadwal penelitian
33
Table
4.1
Table hasil pemesinan Al2O3+TiO2 dengan f = 0,18 mm/rev dan a = 1,5 mm
35
Table
4.2
Table hasil pemesinan Al2O3+TiO2 dengan f = 0,22 mm/rev dan a = 1,5 mm
36
Table
4.3
Table hasil pemesinan Al2O3+TiO2 dengan f = 0,28 mm/rev dan a = 1,5 mm
37
Table
4.4
Keausan tepi flank pada pahat karbida Al2O3+TiO2
39
Table
4.5
40
Table
4.6
Table
4.7
Table
4.8
Table hasil pemesinan TiO2 dengan f = 0,18 mm/rev dan a = 1,5 mm Table hasil pemesinan TiO2 dengan f = 0,22 mm/rev dan a = 1,5 mm Table hasil pemesinan TiO2 dengan f = 0,28 mm/rev dan a = 1,5 mm Keausan tepi pada pahat karbida TiO2
Table
4.9
Karakteristik aus pahat karbida berlapis
46
xi
41 42 43
xii
DAFTAR GAMBAR Gambar
2.1
Panjang permukaan benda kerja yang dilalui pahat setiap putaran
Gambar
2.2
(a) Flank wear, (b) Crater wear
12
Gambar
2.3
Aus pahat
13
Gambar
2.4
Skematis dari pembentukan serpihan menggunakan model pahat mata tunggal orthogonal
14
Gambar
2.5
Grafik fungsi temperatur chip terhadap laju pemotongan
19
Gambar
2.6
Kecepatan potong pemesinan laju tinggi
20
Gambar
3.1
Mesin bubut
27
Gambar
3.2
28
Gambar
3.3
Insert dan tool holder Toolmaker microscope
Gambar
3.4
Stop watch
29
Gambar
3.5
Jangka sorong
29
Gambar
3.6
Mistar baja
29
Gambar
3.7
Stainless steel
30
Gambar
3.8
Diagram alir penelitian
32
Gambar
4.1
35
Gambar
4.2
Gambar
4.3
Gambar
4.4
Gambar
4.5
Gambar
4.6
Gambar
4.7
Gambar
4.8
Gambar
4.9
Gambar
4.10
Hasil pemesinan pahat pada V = 101,4 m/min dengan a = 1,5 mm dan f = 0,18 mm/rev Hasil pemesinan pahat pada V= 119, 3 m/min dengan a = 1,5 mm dan f = 0,18 mm/rev Hasil pemesinan pahat pada V = 155,1 m/min dengan a = 1,5 mm dan f = 0,18 mm/rev Hasil pemesinan pahat pada V = 101,4 m/min dengan a = 1,5 mm dan f = 0,22 mm/rev Hasil pemesinan pahat pada V= 119, 3 m/min dengan a = 1,5 mm dan f = 0,22 mm/rev Hasil pemesinan pahat pada V = 155,1 m/min dengan a = 1,5 mm dan f = 0,22 mm/rev Hasil pemesinan pahat pada V = 101,4 m/min dengan a = 1,5 mm dan f = 0,28 mm/rev Hasil pemesinan pahat pada V= 119, 3 m/min dengan a = 1,5 mm dan f = 0,28 mm/rev Hasil pemesinan pahat pada V = 155,1 m/min dengan a = 1,5 mm dan f = 0,28 mm/rev Grafik keausan tepi / flank pahat karbida Al2O3+TiO2 terhadap putaran mesin dan gerak makan
Gambar
4.12
Gambar pahat TiO2 sebelum dilakukan pemesinan
40
Gambar
4.13
Aus pahat TiO2 pada kondisi V=101,4 m/min dengan a = 1,5 dan f = 0,18
40
xii
6
28
35 35 36 36 37 37 38 38 39
xiii
Gambar
4.14
Gambar
4.15
Gambar
4.16
Gambar
4.17
Gambar
4.18
Gambar
4.19
Gambar
4.20
Gambar
4.21
Gambar
4.22
Gambar
4.23
Gambar
4.24
Hasil pemesinan pahat TiO2 pada V = 119,3 m/min dengan a = 1,5 dan f = 0,18 Hasil pemesinan pahat TiO2 pada V = 155,1 m/min dengan a = 1,5 dan f = 0,18 Hasil pemesinan pahat TiO2 pada V = 101,4 m/min dengan a = 1,5 dan f = 0,22 Hasil pemesinan pahat TiO2 pada V = 119,3 m/min dengan a = 1,5 dan f = 0,22 Hasil pemesinan pahat TiO2 pada V = 155,1 m/min dengan a = 1,5 dan f = 0,22 Hasil pemesinan pahat TiO2 pada V = 101,4 m/min dengan a = 1,5 dan f = 0,28 Hasil pemesinan pahat TiO2 pada V = 119,3 m/min dengan a = 1,5 dan f = 0,28 Hasil pemesinan pahat TiO2 pada V = 155,1 m/min dengan a = 1,5 dan f = 0,28 Grafik keausan tepi / flank pahat karbida TiO2 terhadap putaran mesin dan gerak makan
40
Bentuk aus takik Keuasan kawah
49
41 41 41 42 42 42 43 43
50
xiv
DAFTAR LAMPIRAN Lampiran I
55
A. Profil pahat sisipan sebelum digunakan
55
B. Toolholder sebelum digunakan
55
Lampiran II
56
A. Komposisi Kimia
56
B. Kekerasan Pahat Sisipan
56
C. Hasil uji SEM/EDS Al2O3+TiO2
57
D. Hasil uji SEM/EDS TiO2
58
Lampiran III
59
A. Mikrostruktur Pahat Sisipan
59
B. Mikrostruktur Pahat Sisipan
60
Lampiran IV
61
A. Hasil pemesinan pahat TiO2 terhadap stainless steel
61
B. Hasil pemesinan pahat Al3O2+TiO2 terhadap stainless steel
61
Lampiran V
62
Dokumentasi penelitian
62
xiv
xv
DAFTAR SIMBOL
Simbol
Keterangan
Satuan
V
Kecepatan potong
d
Diameter benda kerja
mm
n
Putaran spindle
rpm
f
Laju pemakanan
mm/put
m/min
Ra
Kekerasan permukaan
µm
rE
Radius ujung pahat
mm
Vf
Kecepatan pemakanan
lt
Panjang pemotongan
mm
tc
Waktu pemotongan
min
amin
Radius ujung pahat
mm
S
Panjang sisi pahat
mm
Kr
Sudut potong utama
b
Lebar pemotongan
mm
h
Tebal geram
mm
A
Penampang geram
mm2
MRR
Besar laju pembuangan geram
xv
mm/min
o
cm2/min
1
BAB I PENDAHULUAN 1.1. Latar Belakang Meningkatnya ilmu pengetahuan dan teknologi, dimana mulai nampak kemajuan industri mesin-mesin perkakas dalam negeri, yang mutlak ditunjang oleh industri pengelolaan logam khususnya bidang permesinan. Dalam kenyataan yang ada, khususnya pada proses membubut ditemukan keluhan-keluhan seperti kesalahan kekerasan permukaan produk, singkatnya umur pahat, yang pada umumnya disebabkan oleh karena para operator mesin bubut hanya memiliki keterampilan membubut, tanpa memahami faktor-faktor yang berpengaruh terhadap proses pembubutan. Keausan umumnya didefenisikan sebagai kehilangan material secara progresif atau pemindahan sejumlah material dari suatu permukaan sebagai hasil pergerakan relative antara permukaan tersebut dengan permukaan lainnya. Keausan bukan hanya proses tunggal, tetapi beberapa proses berbeda yang dapat berlangsung
independen
atau
secara
bersamaan.
Mekanisme
keausan
berhubungan erat dengan gesekan (friction). Keausan bukan merupakan sifat dasar material, melainkan respon material terhadap system luar (kontak permukaan). Material apapun termasuk pahat potong dapat mengalami keausan disebabkan mekanisme yang beragam. Ukuran dari suatu butiran atau diameter dari butir mempengaruhi kekuatan dari suatu material. Butir akan memiliki orientasi gerak yang berbeda-beda antara satu dengan yang lain. Selama deformasi plastis, dislokasi tadi akan menabrak bagian yang disebut batas butir. Pada mekanisme ini, batas butir yang akan menjadi penghalang dari terjadinya dislokasi. Batas butir dapat diartikan sebagai barrier (penghalang), Karena itu,
1
2
semakin kecil ukuran dari butir atau semakin kecil diameternya maka akan semakin banyak terdapat daerah batas butir yang akan menjadi penghalang dari terjadinya dislokasi. Dengan demikian, material dengan butir yang baik (butir kecil) akan memiliki kekerasan yang lebih tinggi dibanding material yang memiliki butir kasar (butir besar) karena memiliki lebih banyak batas butir. Selama proses pemesinan berlangsung terjadi interaksi antara pahat dengan benda kerja, dimana benda kerja terpotong sedangkan pahat mengalami gesekan. Akibat gesekan ini pahat mengalami keausan dan makin berlanjut sampai batas waktu tertentu sehingga pahat tidak dapat dipergunakan lagi atau pahat telah mengalami kerusakan. Lama waktu untuk mencapai batas keausan ini yang didefenisikan sebagai umur pahat ( tool life). Berdasarkan hal tersebut di atas proses pemotongan logam dengan mesin perkakas juga diarahkan kepada ketahanan pahat, biaya produksi yang rendah dan akurasi produk. Salah satu pilihan adalah penggunaan pahat sisipan karbide yang banyak digunakan oleh operator-operator mesin bubut baik skala besar (pabrik) maupun yang berskala kecil (workshop). Pahat insert carbide sudah banyak digunakan oleh industri manufaktur karena pertimbangan harga yang masih terjangkau. Ditinjau dari hasil produk akhir penggunaan pahat insert carbide yang dilaporkan oleh beberapa peneliti pada proses pemesinan, khususnya untuk pemesinan bahan keras menunjukkan bahwa pahat insert carbide mempunyai kekuatan dan kekerasan yang tinggi, tahan terhadap keausan, temperature tinggi, serta hasil kekasaran permukaan relative halus juga akurasi dimensi produk yang akurat. Pemesinan kering atau dalam dunia manufakturing dikenal dengan pemesinan hijau (green machining) merupakan suatu cara proses pemesinan atau
3
pemotongan
logam
tanpa
menggunakan
cairan
pendingin
melainkan
menggunakan partikel udara sebagai media pendingin selama proses pemesinan berlangsung untuk menghasilkan suatu produk yang diinginkan dengan maksud untuk mengurangi biaya produksi. Hal ini yang menjadi konsep pemikiran penulis untuk menentukan arah penelitian, sehingga hasil dari penelitian ini memberikan ketegasan bagi operator-operator dalam proses pemesinan untuk mendapatkan produk yang diinginkan yaitu efisiensi tinggi, biaya produksi rendah, meningkatnya produktivitas, dan meminimalkan siklus waktu kerja. Berdasarkan latar belakang diatas, penelitian ini akan mengarah “karakteristik keausan pahat sisipan karbida akibat pembubutan kering stainless steel “. 1.2. Rumusan Masalah 1. Bagaimana karakteristik keausan pahat karbida TiO 2 dan Al2O3+TiO2 terhadap parameter pemesinan akibat pembubutan kering stainless steel, 2. Bagaimana karakteristik keausan pahat karbida TiO2 dan Al2O3+TiO2 terhadap kecepatan potong benda kerja akibat pemesinan kering stainless steel, 3. Bagaimana karakteristik keausan pahat karbida TiO2 dan Al2O3+TiO2 terhadap kecepatan pemotongan akibat pemesinan kering stainless steel, 1.3. Tujuan Penelitian Berdasarkan perumusan masalah tersebut di atas, maka tujuan dari penelitian ini : 1. Memperoleh karakteristik keausan pahat karbida TiO2 dan Al2O3+TiO2 akibat variasi parameter pemesinan pada pemesinan kering stainless steel, 2. Memperoleh karakteristik keausan pahat karbida TiO2 dan Al2O3+TiO2 akibat kecepatan potong benda kerja pada pemesinan stainless steel
4
3. Memperoleh karakteristik keausan pahat karbida TiO2 dan Al2O3+TiO2 akibat perubahan kecepatan pemotongan pada pemesinan stainless steel 1.4. Manfaat Penelitian Hasil penelitian ini, mempunyai manfaat utama yaitu: 1. Bagi akademik, sebagai referensi bahan ajar atau pembelajaran, juga sebagai referensi pengembangan konsep pemesinan kering. 2. Bagi industri manufaktur, sebagai referensi implementasi pemesinan dengan konsep pemesinan kering untuk menekan biaya produksi serta meningkatkan produksi. 1.5. Batasan Masalah Oleh banyaknya permasalahan yang muncul pada proses pembubutan stainless steel maka dalam penelitian ini dibatasi : 1. Tidak dilakukan pengukuran perubahan temperatur akibat proses pembubutan stainlees steel 2. Tidak dilakukan pengukuran gaya
potong akibat
perubahan
pemotongan pada pembubutan stainless steel 3. Material benda kerja (stainless steel) mempunyai kekerasan yang homongen 4. Tidak dilakukan pengukuran terhadap kekerasan dan kekasaran terhadap benda kerja dan pahat, 5. Tidak dikaji pengaruh getaran akibat proses pemesinan stainless steel
5
BAB II TINJAUAN PUSTAKA 2.1. Proses Bubut Proses bubut adalah proses pemesinan untuk menghasilkan bagianbagian mesin berbentuk silindris yang dikerjakan dengan menggunakan mesin bubut pada proses membubut, benda kerja dipegang oleh pencekam yang dipasang pada ujung poros utama. Banda kerja berputar dengan menjalankan mesin pada putaran poros utama menurut tingkat putaran yang dikehendaki. Pahat dipasangkan pada dudukan pahat dan kedalaman pemotongan ( a ) diatur dengan menggeserkan peluncur silang roda pemutar (skala pada pemutar menunjukkan selisih harga diameter, dimana kedalaman pemotongan adalah setengah dari harga tersebut). Pahat bergerak translasi bersama eretan, dan gerak makan ( f ), diatur dengan lengan pengatur pada rumah roda gigi. Gerak makan ( f ) tersedia pada beberapa tingkat, dimana standar satuannya ada dua macam yaitu dalam millimeter per putaran dan dalam inch perputaran. 2.1.1
Parameter yang dapat diatur pada proses bubut Tiga parameter utama pada setiap proses bubut adalah kecepatan putar
spindel (speed), gerak makan (feed) dan kedalaman potong (depth of cut). Faktor yang lain seperti bahan benda kerja dan jenis pahat sebenarnya juga memiliki pengaruh yang cukup besar, tetapi tiga parameter di atas adalah bagian yang bisa diatur oleh operator langsung pada mesin bubut
5
6
a. Kecepatan putar n (speed) selalu dihubungkan dengan spindle (sumbu utama) dan benda kerja. Karena kecepatan putar diekspresikan sebagai putaran per menit (revolutions per minute, rpm), hal ini menggambarkan kecepatan putarannya. Akan tetapi yang diutamakan dalam proses bubut adalah kecepatan potong (Cutting speed atau V) atau kecepatan benda kerja dilalui oleh pahat/ keliling benda kerja (lihat Gambar 2.1). Secara sederhana kecepatan potong dapat digambarkan sebagai keliling benda kerja dikalikan dengan kecepatan putar.
Gambar 2.1 Panjang permukaan benda kerja yang dilalui pahat setiap putaran. Sumber : Dr. Dwi Rahdiyanta 2010 Dengan demikian kecepatan potong ditentukan oleh diamater benda kerja. Selain kecepatan potong ditentukan oleh diameter benda kerja faktor bahan benda kerja dan bahan pahat sangat menentukan harga kecepatan potong. Pada dasarnya pada waktu proses bubut kecepatan potong ditentukan berdasarkan bahan benda kerja dan pahat. Rochim (1993), untuk memperoleh putaran mesin atau kecepatan potong digunakan persamaan sebagai berikut: ………………………...………..… (2.1) dimana; V
= kecepatan potong [m/min]
d
= diameter benda kerja [mm]
n
= putaran spindel [rpm]
7
b. Laju Pemakanan, f (feed) , adalah jarak yang ditempuh oleh pahat setiap benda kerja berputar satu kali sehingga satuan f adalah mm/putaran. Untuk proses penghalusan permukaan, laju pemakanan atau feeding (f), ditetapkan sesuai kehalusan permukaan produk yang dikehendaki. Hubungan antara kekerasan permukaan, radius ujung pahat, dan laju pemakanan secara empiris (Dawson & Kurfess, 2002) adalah: Ra
[µm] ..................................... (2.2)
f
[mm/put] ............................... (2.3)
atau
dimana; f
= laju pemakanan [mm/put]
Ra
= kekerasan permukaan [µm]
rE
= radius ujung pahat : 0,2 [mm]
Sehingga kecepatan pemakanan adalah: Vf
[mm/min] ................................... (2.4)
dimana; lt
= panjang pemotongan [mm]
tc
= waktu pemotongan [min]
c. Kedalaman potong a (depth of cut), adalah tebal bagian benda kerja yang dibuang dari benda kerja, atau jarak antara permukaan yang dipotong terhadap permukaan yang belum terpotong. Rochim (1993) kedalaman
8
pemotongan ditentukan oleh nilai minimum dan maksimum dengan persamaan:
Untuk kedalaman potong minimum (amin) adalah: amin = rE
.......................................................... (2.5)
Untuk kedalaman potong maksimum (amaks) adalah: amaks
= 0,7 S sin Kr
......................................... (2.6)
dimana; rE
= radius ujung pahat [mm]
S
= panjang sisi pahat [mm]
Kr
= sudut potong utama [0]
Sudut potong utama (principal cutting edge angle/Kr) adalah sudut antara mata potong utama pahat dengan laju pemakanan (f), besarnya sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan pada mesin bubut. Untuk nilai laju pemakanan (f) dan kedalaman potong (a) yang tetap maka sudut ini akan mempengaruhi lebar pemotongan (b) dan tebal geram sebelum terpotong (h) adalah sebagai berikut:
Lebar pemotongan : b
[mm] ........................................... (2.7)
Tebal geram sebelum terpotong: h
[mm] .......................................... (2.8)
Dengan demikian penampang geram sebelum terpotong adalah:
9
A
[mm2] ................................ (2.9)
= f.a = b.h
2.2 Pahat Potong Keterbatasan kemampuan suatu jenis material pahat perlu diperhitungkan karena dalam suatu pemesinan jenis pekerjaan pemesinan yang tertentu diperlukan pahat dari jenis material yang cocok. Berikut adalah pahat yang sering digunakan menurut urutannya mulai dari material yang relatif lunak sampai dengan yang paling keras sebagai berikut : 1. Baja Karbon Tinggi (High Carbon Steel, Carbon Tool Steels) 2. HSS (High Speed Steels, Tool Steels) 3. Paduan Cor Non logam (Cast Nonferous Alloys, Cast Carbides) 4. Karbida (Cermeted Carbides, Hardmetals) 5. Keramik (Ceramic) 6. CBN (Cubic Boron Nitride) 7. Intan (Sintered Diamons & Natural Diamonds) 2.2.1
Karbida Pahat jenis ini dibentuk dengan campuran bahan kimia. Dalam
bentuk dasarnya carbide berbentuk butir – butir abrasif yang sangat halus, tetapi
dapat
dipadatkan dan
dibentuk
menjadi
peralatan
dalam
perindustrian. Carbide ini memiliki kekerasan 3 kali lipat dari baja. Sehingga hanya dapat dilakukan proses pemolesan menggunakan silikon karbida, boron nitrida bahkan berlian. Cemented carbide atau karbida merupakan bahan pahat yang dibuat dengan cara menyinter (sintering procesess) serbuk karbida
10
(Nitrida, Oksida) dengan bahan pengikat yang umunya dari cobalt (Co) dengan cara carburizing masing-masing bahan dasar (serbuk) Tungsten (Wolfram, W), Titanium (Ti), Tantalum (Ta) dibuat menjadi karbida yang kemudian digiling (ball mill) dan disaring. Salah satu atau campuran serbuk karbida tersebut kemudian dicampur dengan bahan pengikat (Co) dan dicetak tekan dengan memakai bahan pelumas (lilin). Setelah itu dilakukan presintering (10000C) pemanasan mula untuk menguapkan bahan pelumas) dan kemudian di sintering (16000C) sehingga bentuk keeping (sisipan) sebagai hasil proses cetak tekan (Cold, atau HIP) akan menyurut menjadi sekitar 80% dari volume semula. Hot hardness karbida yang disemen (diikat) ini hanya akan menurun bila terjadi pelunakan elemen pengikat. Semakin besar prosentase pengikat Co maka kekerasannya menurun dan sebaliknya keuletannya membaik. Modulus elastisitasnya sangat tinggi demikian pula berat jenisnya. Koefisien muainya ½ dari baja dan konduktivitasnya panasnya sekitar 2 atau 3 kali konduktivitas panas HSS. Menurut Rochim (1993), ada tiga jenis utama pahat karbida sisipan yaitu: 1. Karbida Tungsten (WC+Co) yang merupakan jenis pahat karbida untuk memotong besi tuang (Cast iron cutting grade). 2.
Karbida Tungsten Paduan (WC-TiC+Co; WC-TaC-TiC+Co; WCTaC+Co; WC-TiC-TiN+Co; TiC+Ni, Mo) merupakan jenis pahat karbida memotong baja (Steel cutting grade).
11
3.
Karbida lapis (Coated cemented carbides), merupakan jenis karbida Tungsten yang dilapis (satu atau beberapa lapisan) karbida nitrida, oksida lain yang lebih rapuh tetapi hot hardnesnya tinggi.
2.3 Aus Pahat (Tool Wear) Keausan umumnya didefenisikan sebagai kehilangan material secara progresif atau pemindahan sejumlah material dari suatu permukaan sebagai hasil pergerakan relative antara permukaan tersebut dengan permukaan lainnya. Keausan bukan hanya proses tunggal, tetapi beberapa proses berbeda yang dapat berlangsung independen atau secara bersamaan. Kompleksitas proses keausan dapat dibaca dengan mengetahui berbagai variabel yang terlihat, yaitu kekerasan, ketangguhan, kelenturan, modulus elastis, kekuatan tarik, kelelahan, dan struktur permukaan yang saling bertemu, seperti geometri, temperatur, tegangan, distribusi tegangan, koefisien gesek, dan afmosfir dari permukaan yang aus (Abidin, 2010). Mekanisme keausan pahat telah diidentifikasi dan diklasifikasikan, diantaranya adhesi (Burwell 1955; Wright & Bagchi 1991), abrasi (Wright & Bagchi 1981; Ramalingan & Wright 1981; Takeyama & Murata 1963), difusi (Cook & Nayak 1969; Trent 1963), dissolusi ( Kramer & Kwon 1985; Kramer & Suh 1980), reaksi kimia ( Hartung & Kramer 1982; Kramer 1987), dan oksidasi (Wright & Bagchi 1981). Ada dua jenis aus yang umumnya terjadi pada pahat, yaitu aus tepi (flank wear) dan aus kawah (crater wear). Aus tepi (flank wear) bermula dari aksi abrasive pada fase kedua pada material atau proses abrasive dari ujung pemotongan terhadap permukaan termesin (Byrd & Ferguson, 1978 ; Kwon,
12
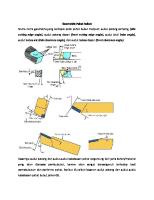
2000;Ramalingan & Wright, 1981). Aus tepi terjadi pada bidang utama/mayor pahat, seperti terlihat pada gambar 2.1.a (Viktor, 2008). Aus tepi dapat diketahui dengan mengukur panjang VB yaitu jarak antara mata potong sebelum terjadi aus sampai ke garis rata-rata bekas keausan pada bidang utama. Pertumbuhan keausan tepi (flank wear) pada umumnya dimulai dengan pertumbuhan yang relatif cepat sesaat pahat digunakan diikuti pertumbuhan yang linier seiring dengan bertambahnya waktu pemotongan dan kemudian pertumbuhan yang cepat terjadi, seperti terlihat pada gambar (2.2). Sementara aus kawah (crater wear) diketahui sebagai kombinasi yang kompleks dari berbagai mekanisme keausan seperti adhesi (Asakawa & Hishiguti, 1980), abrasi (Kramer & Kwon, 1985 : Kwon, 2000), dissolusi (Kramer & Kwon, 1985), dan difusi (Cook & Nayak, 1969 ; Trent, 1963). Aus kawah terjadi pada bidang geram pahat, seperti terlihat pada gambar 2.1.b (Viktor, 2008). Aus kawah dapat diukur dengan alat ukur kekasaran permukaan.
Gambar 2.2. (a) Flank wear, (b) Crater wear Besarnya aus sisi/tepi serta pengukurannya ditentukan sesuai standar ISO 3685-1977(E), rata-rata keausan tepi pahat mencapai
(VB =0,2 mm dan
maksimum 0,6 mm) gambar (2.2). Aus sisi dapat diukur dengan menggunakan
13
mikroskop, dimana bidang mata potong diatur sehingga tegak lurus sumbu optik. Besarnya keausan sisi/tepi dapat diketahui dengan mengukur panjang V B yaitu jarak antara mata potong sebelum terjadi keausan sampai ke garis rata-rata bekas keausan pada bidang utama. Aus sisi/tepi sangat mempengaruhi hasil akhir, integritas permukaan, gaya dan daya potong.
Gambar 2.3. Aus pahat Sumber: ISO Standard 3685-1977(E) 2.3.1
Mekanisme Pembentukan Geram Pada dasarnya membubut adalah proses pembentukan geram oleh
pahat yang bergerak secara lateral memotong benda kerja yang berputar pada poros utama. Benda kerja seperti logam yang pada umumnya bersifat ulet, apabila mendapat tekanan akan timbul tengangan pada daerah sekitar konsentrasi gaya penekan dari mata potong pahat. Akibat konsentrasi gaya tersebut, pada salah satu arah terjadi tengangan geser maksimum. Bila tengangan geser itu melebihi kekuatan logam, maka terjadi deformasi plastis/perubahan bentuk. Bilamana beban berlanjut terus, maka mata potong akan menggeser terus dan memutuskan material banda kerja di
14
ujung pada satu bidang geser. Mekanisme pembentukan geram dapat dilihat pada gambar berikut.
Gambar 2.4 Skematis dari pembentukan serpihan menggunakan model pahat mata tunggal orthogonal Sumber: Rochim (1993) Dalam menganalisa proses pemotongan, dianggap bahwa serpihan disobek dari benda kerja dengan gerakan menggeser melintasi bidang AB. Serpihan akan mengalami gaya gesek yang tinggi dengan permukaan pahat. Oleh sebab itu kerja untuk membuat serpihan harus bisa mengatasi gaya geser dan gaya gesek yang timbul. 2.3.2.1 Laju pemakanan (f) Untuk proses penghalusan permukaan, laju pemakanan atau feeding (f), ditetapkan sesuai kehalusan permukaan produk yang dikehendaki. Hubungan antara kekerasan permukaan, radius ujung pahat, dan laju pemakanan secara empiris (Dawson & Kurfess, 2002) adalah: Ra
[µm] ..................................... (2.10)
f
[mm/put] ............................... (2.11)
atau
15
dimana; f
= laju pemakanan [mm/put]
Ra
= kekerasan permukaan [µm]
rE
= radius ujung pahat : 0,2 [mm]
Sehingga kecepatan pemakanan adalah: vf
[mm/min] ................................... (2.12)
dimana; lt
= panjang pemotongan [mm]
tc
= waktu pemotongan [min]
2.3.2.2 Laju pembuangan geram Rochim (1993), selama proses pemesinan berlangsung logam dibuang akibat perputaran benda kerja sebagai suatu geram tunggal yang tergantung pada parameter kerja mesin. Geram yang dihasilkan berupa suatu lembaran kecil kontinyu atau berupa potongan-potongan. Besarnya laju pembuangan geram (MRR) adalah: MRR = A.V
[cm2/min] .................................... (2.13)
dimana; A
= penampang geram sebelum terpotong
A
= f.a [mm2]
sehingga: MRR = f.a.V
[cm3/min] ................................ (2.14)
16
2.4.
Mekanime Aus Pahat Mekanisme
aus
pahat
pada
pemotongan
pembubutan
dapat
diklasifikasikan sebagai berikut: 1. Proses pengikisan (Abrasive), berupa gesekan antara aliran material benda kerja pada bidang geram dan bidang utama pahat. Proses pengikisan berbanding langsung terhadap jarak potong (cutting distance) dan tidak tergantung pada suhu. 2. Proses kimiawi, berupa gesekan yang terjadi antara dua permukaan dengan tekanan yang cukup besar dan lingkungan kimiawi yang aktif (udara maupun cairan pendingin dengan komposisi tertentu) dapat menyebabkan ineteraksi antara material pahat dengan benda kerja. Permukaan material benda kerja yang baru saja terbentuk (permukaan geram dan permukaan benda kerja yang telah terpotong) sangat kimiawi aktif sehingga mudah bereaksi kembali dan menempel pada permukaan pahat. Pada kecepatan potong yang rendah, oksigen dalam udara pada celah-celah diantara pahat dengan geram atau benda kerja mempunyai kesempatan untuk bereaksi dengan material benda kerja sehingga akan mengurangi derajat penyatuan dengan permukaan pahat. Akibatnya daerah kontak dimana pergeseran antara pahat dengan geram/benda kerja akan lebih luas sehingga proses keausan karena gesekan akan terjadi lebih cepat. 3. Proses Adhesi (Adhesive) atau kerusakan patah rapuh, terjadi di sekitar mata potong pada bidang geram dan bidang utama pahat akibat kondisi pemotongan. Pada tekanan dan temperatur yang relatif tinggi, permukaan
17
logam yang baru saja terbentuk akan menempel dengan permukaan logam yang lain. 4. Proses difusi atau peresapan (Diffusion), terjadi perpindahan atom logam dan karbon dari daerah dengan kecepatan tinggi menuju ke daerah dengan konsentrasi rendah (antara material benda kerja dengan pahat dibawah tekanan dan temperatur yang tinggi serta adanya aliran metal atau logam. Proses difusi dipengaruhi oleh faktor: a. Daya larut (solubility) dari berbagai fasa dalam struktur pahat terhadap material benda kerja, b. Temperatur, dan c. Kecepatan aliran metal yang melarutkan. 5. Proses oksidasi, terjadi ketika kecepatan potong tinggi berarti temperatur juga tinggi, ketahanan proses karbida atas proses oksidasi akan menurun. Karbida dapat teroksidasi bila temperaturnya cukup tinggi dan tak ada perlindungan terhadap serangan oksigen dalam atmosfir. Akibatnya struktur material pahat akan lemah dan tidak tahan akan deformasi yang disebabkan oleh gaya pemotongan. Cairan pendingin dalam batas-batas tertentu mampu mencegah terjadinya proses oksidasi. 6. Proses deformasi plastik yaitu kekuatan pahat untuk menahan tegangan tekan merupakan sifat material pahat yang dipengaruhi oleh temperatur. Hal tersebut merupakan faktor utama yang membatasi kecepatan penghasilan geram bagi suatu jenis pahat. Penampang geram harus direncanakan supaya tekanan yang diderita ujung/pojok pahat tidak
18
melebihi batas kekuatan pahat untuk menghindari terjadinya proses deformasi plastik. 2.5 Konsep Pemesinan Terkini 2.5.1 Pemesinan laju tinggi (High-speed machining) Meningkatnya permintaan untuk menambah produktivitas dengan biaya produksi rendah, maka yang harus dilakukan adalah pemesinan dengan laju tinggi. Pemesinan laju tinggi merupakan salah satu teknologi modern dewasa ini, yang mampu menjawab dan memberi kepastian adanya peningkatan efesiensi, ketepatan, dan kualitas dari benda kerja dan pada saat yang sama dapat menurunkan biaya-biaya dan waktu pemesinan. Seperti yang dikemukakan oleh Dr. Solomon pada tahun 1931 menyatakan bahwa laju pemotongan dapat ditingkatkan hingga suhu pemotongan mendekati titik leleh (melting point) dari bahan baku yang dipotong. Dr.Solomon mengasumsikan bahwa pada kecepatan potong tertentu 5 – 10 kali lebih tinggi daripada pemesinan konvensional, permukaan chip pahat akan mulai menurun seperti gambar (2.5). Terdapat penurunan temperatur yang relatif pada ujung pemotongan yang dimulai pada kecepatan potong tertentu pada bahan material yang berbeda.
19
Gambar 2.5.Grafik fungsi temperatur chip terhadap laju pemotongan Sumber : Dr. Solomon (1931) Ada banyak cara untuk menefenisikan pemesinan laju tinggi (PLT), beberapa diantaranya: a. Pemesinen laju potong tinggi, b. Pemesinan laju rotasi tinggi, c. Pemesinan pemakanan tinggi, d. Pemesinan pemakanan dan laju potong tinggi, serta e. Pemesinan produktivitas tinggi. Perlu dicatat bahwa PLT bukanlah sesederhana laju potong tinggi saja. PLT merupakan suatu proses dimana operasi-operasi kerja di dalamnya berbagai metode-metode dan peralatan produksi yang sangat spesifik. Pemesinan laju tinggi bukan hanya pemesinan laju spindel saja tetapi banyak aplikasi-aplikasi yang dioperasikan dengan laju spindel konvensional. Pemesinan laju tinggi sering digunakan untuk proses akhir dari baja yang dikeraskan dengan laju dan pemakanan tinggi. Konsep pemesinan laju tinggi yang diindikasikan dengan laju pemotongan tinggi, sebenarnya masih bergantung kepada jenis bahan yang dipotong melainkan juga jenis bahan yang dipotong. Untuk paduan baja, laju pemotongan
20
(
) dapat dikategorikan sebagai pemotongan laju tinggi pada operasi
pembubutan (Schulz & Morikawa, 1992). Kemudian alminium, laju pemotongan (
) baru dapat dikategorikan sebagai pemotongan laju tinggi. Schulz (1992), menyatakan bahwa proses permesinan kecepatan tinggi
ditentukan berdasarkan jenis bahan yang digunakan (gambar 2.6).
Gambar 2.6.Kecepatan potong pemesinan laju tinggi Sumber: Schulz & Moriawaki (1992) 2.5.2 Pemesinan kering Pada umumnya pemesinan untuk memfabrikasi komponen-komponen mesin dilakukan dengan metode pemesinan basah (wet machining), Sreejith & Ngoi (2000). Metode ini, cairan pemotongan dialirkan ke daerah interaksi pemotongan selama proses pemesinan dengan tujuan menurunkan suhu pemotongan dan melumasi bagian-bagian pemesinan sehingga terjaga suatu keutuhan permukaan benda kerja yang diharapkan. Tonshoff & Mohlfeld (1997), Canter (2003), Sreejith & Ngoi (2000) melaporkan bahwa umumnya cairan pemotongan bekas disimpan dalam kontainer dan kemudian ditimbun di tanah. Jika hal ini terjadi maka bekas cairan pemotongan tidak akan membayakan lingkungan, namun jika sebaliknya maka akan merusak dan mencemari lingkungan. Oleh sebab itu pemesinan kering sudah
21
selayaknya dilakukan selain menjaga kesehatan manusia dan ekologi juga mempunyai
tujuan
memperbaiki
efisiensi,
mereduksi
biaya
produksi,
meningkatkan produktivitas dan meminimalkan siklus waktu. Pemesinan kering atau dalam dunia manufakturing dikenal dengan pemesinan hijau (green machining) merupakan suatu cara proses pemesinan atau pemotongan
logam
tanpa
menggunakan
cairan
pendingin
melainkan
menggunakan partikel udara sebagai media pendingin selama proses pemesinan berlangsung untuk menghasilkan suatu produk yang diinginkan dengan maksud untuk mengurangi biaya produksi. Begitu ketatnya persaingan dalam dunia manufakturing maka penelitian terhadap teknologi pemesinan hijau (green machining) terus dilakukan, karena walaupun teknologi pemesinan hijau terus berkembang akan tetapi teknologi yang ada sekarang ini hanya mampu digunakan untuk proses dengan pemakanan yang kecil sehingga biasanya hanya dipakai untuk proses penghalusan (finishing). Ada tiga faktor yang menyebabkan pemesinan kering menjadi menarik dibicarakan yaitu: a. Pemesinan kering hanya dipilih untuk mengatasi masalah pemutusan atau penguraian rantai ikatan kimia yang panjang dengan waktu paruh yang sangat lama (non biodegradable) yang potensial untuk merusak lingkungan. b. Teknik pemesinan kering sangat potensial untuk mengurangi biaya produksi. Hasil penelitian menunjukkan bahwa pada industri otomotif Jerman, biaya cairan pemotongan (7 – 20)% dari biaya pahat total. Jumlah ini adalah dua sampai empat kali lebih besar dari biaya pahat potong.
22
c. Salah satu cara pemesinan yang tidak menimbulkan limbah dan pengabutan udara serta tidak menimbulkan sisa pada serpihan adalah pemesinan kering (Sreejith & Ngoi, 2000). Badan administrasi keamanan dan kesehatan Amerika (OSHA) secara berkesinambungan memperbaiki hukum-hukum baru yang berkaitan dengan manufaktur dan dampak lingkungan yang sehat. Salah satu perhatian yang utama pada bidang industri pemotongan logam adalah berkaitan dengan kesehatan bila menggunakan cairan pemotongan pada pemesinan basah. Hingga saat ini telah diestimasi lebih dari 100 juta galon dari cairan pemotongan yang digunakan setiap tahun di Amerika (NPRA, 1991). Selain itu juga telah diestimasi bahwa di antara (700000–1000000) pekerja mengalami pengaruh buruk karena cairan pemotongan di Amerika setiap tahunnya (Bennet, 1957). Secara epidemik kajian menunjukkan bahwa dalam waktu yang panjang cairan pemotongan yang dihasilkan oleh pemesinan basah berpengaruh buruk terhadap kesehatan manusia seperti menyebabkan
kanker.
Badan
Riset
Internasional
untuk
kanker
telah
menyimpulkan bahwa pengaruh akibat partikel cairan pemotongan yang digunakan merupakan yang menjadi salah satu penyebab. Pada lingkungan kerja, cairan pemotongan menghasilkan partikel berupa kabut yang sangat halus dengan diameter dibawah 5,0 mikron dan dalam periode waktu yang panjang bisa mengakibatkan pengaruh buruk terhadap kesehatan berupa sakit paru dan iritasi kulit serta pada lingkungan kerja. Tinjauan terhadap aspek biaya pemakaian cairan pemotongan, beberapa data
penelitian
mengidentifikasikan
bahwa
ongkos
penggunaan
cairan
pemotongan untuk keperluan pemesinan mencapai (16 – 20)% dari ongkos
23
produksi (Causton, 2002). Seco (2004) melaporkan pula bahwa ongkos cairan pemotongan rata-rata adalah 15% setahun dari total ongkos produksi. Selanjutnya Canter (2003) melaporkan bahwa ongkos cairan pemotongan adalah 16% dari total ongkos produksi. Dari pertimbangan hal tersebut di atas, pakar pemesinan mencoba mencari solusi dengan metode pemotongan alternatif dan mereka merumuskan bahwa pemesinan kering (dry machining) yang dari sudut pandang ekologi disebut pemesinan hijau (green machining) merupakan jalan keluar dari masalah tersebut. Melalui pemesinan kering diharapkan serta disamping aman bagi lingkungan, juga bisa mereduksi ongkos produksi sebesar (16 – 20)% dari total ongkos produksi. 2.5.3 Pemesinan keras (Hard machining) Proses pemesinan keras sama dengan pembubutan biasa, tetapi pada proses pemesinan keras pemotongan dilakukan terhadap kompoenen logam dengan kekerasan 45 HRC – 70 HRC. Proses ini dapat dilakukan tanpa media pendingin untuk jenis pahat polycrystalline cubic boron nitride (PCBN), Daniel (2003), Aaron & Tugrul (2003). Prinsip kerja proses bubut biasa pada dasarnya dapat diterapkan pada proses bubut keras. Pemesinan kering dibutuhkan alat potong yang jauh lebih keras dan tahan terhadap abrasive dibanding dengan bubut biasa, karena material yang akan di mesin memiliki nilai kekerasan yang tinggi dan sifat abrasive. Pemesinan keras dapat dilakukan terhadap berbagai macam jenis logam seperti baja paduan (steel alloy), baja untuk bantalan (bearing steel), hot and coldwork tool steel, high speed steel, die steel, dan baja tuang yang dikeraskan (Baggio, 1996).
24
Proses bubut keras dapat menjadi solusi untuk mengurangi waktu produksi melalui pengurangan jumlah proses (tahapan), setup peralatan dan waktu untuk inspeksi karena proses bubut keras dapat dilakukan pada mesin bubut yang sama dimana proses bubut konvensional dilakukan. Bagaimanapun mesin untuk bubut keras memiliki kebutuhan spasi ruangan yang lebih kecil dibandingkan mesin gerinda. Pertimbangan bagi dunia industri untuk menggunakan proses bubut keras adalah ratio antara biaya peralatan khususnya pahat potong yang digunakan terhadap umur pahat dari pahat tersebut harus rendah (Horison, 2004). Material yang khusus digunakan untuk proses bubut keras adalah Cubic Boron Nitride (CBN), Keramik, dan Cermet. Cubic Boron Nitride (CBN) adalah material yang paling keras selain intan, dan sangat cocok digunakan pada proses bubut keras. Pahat sisipan (insert) CBN mulai meningkat popularitasnya setelah General Electric menemukan kombinasi CBN dengan serbuk Titanium Nitride sehingga dapat meningkatkan umur pahat menjadi 5 kali (Baggio, 1996). 2.6 Pemilihan bahan Stainless steel Baja adalah paduan antara besi (Fe) dan karbon (C), kandungan karbon tidak lebih dari 1,7%. Baja karbon yang memiliki satu atau lebih unsur paduan disebut baja paduan (alloy steel), unsur paduan utama adalah Chromium (Cr), Nikel (Ni), Vanadium (V), Molybdenum (Mo), dan Tungsten (W). Unsur-unsur paduan ini berpengaruh terhadap sifat mekanik baja. Kekerasan adalah salah satu sifat mekanik baja yang dapat diubah melalui perlakuan panas (heat treatment), namun tidak semua jenis baja dapat diubah kekerasannya melalui perlakuan
25
panas. Kelompok material baja yang dapat diubah kekerasannya melalui perlakuan panas adalah kelompok baja perkakas (tool material). Baja tahan karat atau lebih dikenal dengan stainless steel adalah senyawa besi yang mengandung setidaknya 10,5% Kromium untuk mencegah proses korosi (pengkaratan logam). Komposisi ini membentuk protective layer (lapisan pelindung anti korosi) yang merupakan hasil oksidasi oksigen terhadap Krom yang terjadi secara spontan. Kemampuan tahan karat diperoleh dari terbentuknya lapisan film oksida kromium, dimana lapisan oksida ini menghalangi proses oksidasi besi (Ferum) 2.6.1
Kandungan Atom/Unsur Dan Ikatan Stainless Steel Baja stainless merupakan baja paduan yang mengandung minimal 10,5%
Cr. Sedikit baja stainless mengandung lebih dari 30% Cr atau kurang dari 50% Fe. Daya tahan Stainless Steel terhadap oksidasi yang tinggi di udara dalam suhu lingkungan biasanya dicapai karena adanya tambahan minimal 13% (dari berat) Krom. Krom membentuk sebuah lapisan tidak aktif , Kromium(III) Oksida (Cr2O3) ketika bertemu Oksigen. Lapisan ini terlalu tipis untuk dilihat, sehingga logamnya akan tetap berkilau. Logam ini menjadi tahan air dan udara, melindungi logam yang ada di bawah lapisan tersebut. Fenomena ini disebut passivation dan dapat dilihat pada logam yang lain, seperti pada Alumunium dan Titanium. Pada dasarnya untuk membuat besi yang tahan terhadap karat, Krom merupakan salah satu bahan paduan yang paling penting. Untuk mendapatkan besi yang lebih baik lagi, diantaranya dilakukan penambahan beberapa zat- zat berikut; penambahan Molibdenum (Mo) bertujuan untuk memperbaiki ketahanan korosi pitting di lingkungan Klorida dan korosi celah unsur karbon rendah dan
26
penambahan unsur penstabil karbida (titanium atau niobium) bertujuan menekan korosi batas butir pada material yang mengalami proses sensitasi.Penambahan kromium (Cr) bertujuan meningkatkan ketahanan korosi dengan membentuk lapisan oksida (Cr2O3) dan ketahanan terhadap oksidasi temperatur tinggi. Penambahan nikel (Ni) bertujuan untuk meningkatkan ketahanan korosi dalam media pengkorosi netral atau lemah. Nikel juga meningkatkan keuletan dan mampu meningkatkan ketahanan korosi tegangan. Unsur Aluminium (Al) meningkatkan pembentukan lapisan oksida pada temperatur tinggi.
27
BAB III METODOLOGI PENELITIAN 3.1 Waktu dan Tempat Penelitian Penelitian ini dilakukan pada bulan maret tahun 2017 di laboratorium Teknologi Mekanik Jurusan Mesin Fakultas Teknik Universitas Hasanuddin Makassar, Universitas Negeri Makassar dan BLKI Makassar 3.2 Alat dan Bahan Penelitian 3.2.1 Alat penelitian a. Mesin bubut konvensional Kegunaan: untuk membentuk benda kerja dengan cara menyayatnya - Merek : Dragon - Tipe : SMI CM 6241 x 1000 - Sumber Daya : 415 V, 3 fasa 50 Hz. - Motor : 3 HP (2,2 kW), 1420 rpm. - Putaran Spindel maks : 2500 rpm..
Gambar 3.1 Mesin bubut dragon SMI CM 6241 x 1000
27
28
b. Insert dan Tool Holder Kegunaan: untuk pemotongan/penyayatan benda kerja ketika proses pemesinan
Gambar 3.2 Insert dan Tool Holder c. Toolmaker Microscope Kegunaan: untuk menentukan keausan pahat setelah pemotongan
Gambar 3.3 Toolmaker microscope d. Stop Watch Digital Kegunaan: untuk menghitung lamanya waktu dalam suatu kegiatan/memcapai keausan tertentu.
29
Gambar 3.4 Stop watch
e. Jangka sorong digital Kegunaan: untuk mengukur diameter benda kerja dengan tingkat ketelitian mencapai satu per seratus millimeter.
Gambar 3.5 Jangka sorong
e. Mistar Baja Kegunaan: untuk mengukur besaran panjang benda kerja
Gambar 3.6 Mistar baja
30
3.2.2. Bahan Stainless Steel berbentuk poros dengan dimensi
38 x 350 mm
50 mm
38 mm
350 mm
Gambar 3.7 Stainless Steel 3.3 Metode Penelitian Metode yang digunakan dalam penelitian ini adalah metode experimental pengujian pada proses pemesinan dengan variasi variable elemen dasar pemotongan, pahat potong insert karbida, keausan tepi pahat, dengan material pemotongan baja Stainless steel dengan kondisi pemotongan kering. 3.4 Variabel Penelitian Untuk mempermudah dan kelancaran proses pemotongan dalam pengujian, maka harus ditentukan variable-variabelnya. Adapun variable dalam pengujian ini di bedakan atas: a. Variabel bebas, seperti material benda kerja, dimensi benda kerja, pahat sisipan karbida, parameter pemotongan, dan kondisi pemotongan. Variabel
Pengaturan
Material benda kerja
Baja stainless steel
Dimensi benda kerja Pahat sisipan karbida
TiO2 dan TiO2-Al2O3 [Kr = 600]
Kecepatan potong
101,4, 119,4 dan 155,1 [m/min]
Laju pemakanan (feeding)
0,18, 0,22, 0, 28 [mm/put]
Kedalaman potong
1,5 [mm]
31
Kondisi pemotongan
Kering
b. Variabel terkontrol adalah keausan tepi pahat 3.5 Prosedur Pengambilan Data a. Menyiapkan specimen uji dengan dimensi yang telah ditentukan, b. Menyiapkan pahat Al2O3+TiO2 dan pahat TiO2 c. Menyiapkan perlengkapan mesin yang telah ditentukan, d. Benda kerja yang telah disiapkan, pada ujungnya dibuat lubang dengan center drill menggunakan mesin bubut, tujuannya untuk menjepit benda kerja pada posisi center diantara head stock dan tool post. e. Meletakkan benda kerja diantara head stock dan tool post mesin bubut, kemudian atur parameter pemotongan. f.
Toolholder insert dipasangkan pada tool post, atur agar pahat tegak lurus terhadap sumbu spindle.
g. Melakukan pengujian proses bubut silindrik dengan variable proses pemesinan yang telah ditentukan serta catat waktu pemotongan dengan menggunakan stopwatch pada waktu yang telah ditentukan. h. Hentikan mesin. Lakukan pengukuran keausan pahat (keausan tepi) dengan menggunakan toolmaker microscope. i.
Untuk
variable pengujian berikutnya dilakukan seperti point a sampai h
hingga semua percobaan selesai.
32
3.6 Diagram Alir Penelitian Start
Studi literatur
Penentuan alat dan bahan persiapan pemesinan :
Mesin bubut : Dragon SMI CM 6241 x 1000
Pahat : “TiO2 dan Al2O3+TiO2”
Variabel pemotongan : 1. Kedalaman ( a ) 1,5 mm 2. Kecepatan ( V ) 101,4, 119,3 , 155,1 [m/min] 3. Gerak Makan ( f ): [0,18, 0,22, 0, 28] mm/put
Proses pemesinan kering
Pengukuran keausan
Mengamati dan menganalisa kondisi pahat
Menentukan karakteristik dan mekanisme aus pahat
Kesimpulan Penentuan pahat potong
Gambar 3.8 Diagram alir penelitian
Selesai
33
3.7 Jadwal Penelitian Tabel 3.1 Jadwal penelitian No
1
2
3
Kegiatan Persiapan - Studi literatur - Penyusunan proposal - Persiapan material dan alat - Ujian proposal Pelaksanaan - Pembuatan specimen - Pengujian dan pengambilan data - Penyusunan laporan - Ujian hasil Penyelesaian - Revisi tugas akhir - Penyusunan laporan - Ujian tutup
Bulan ke I
II
III
IV
V
VI
VII
VIII
IX
X
XI
XII
1
34
BAB IV HASIL DAN PEMBAHASAN Kecepatan potong, kedalaman pemakanan serta gerak makan adalah faktor yang sangat mempengaruhi akan laju aus pahat dalam proses permesinan. Dalam penelitian ini mesin bubut yang digunakan untuk pengujian dengan spesifikasi sebagai berikut: - Merek : Dragon - Tipe : SMI CM 6241 x 1000 - Sumber daya : 415 V, 3 fasa 50 Hz. - Motor : 3 HP (2,2 kW), 1420 rpm. - Putaran spindel maks : 2500 rpm. Alat ukur yang digunakan adalah toolmaker microscope untuk mengukur keausan tepi dan untuk melihat waktu yang ditelah ditentukan menggunakan stop watch digital. Kita juga mengetahui bahwa kerusakan yang disebabkan oleh tekanan pada temperatur tinggi dibidang aktif pahat akan sangat berpengaruh pada ketangguhan pahat. Hal tersebut akan menyebabkan keausan pahat terjadi pada bidang geram dan bidang potong mayor pahat (flake face). Pada bab ini akan dipaparkan hasil dan pembahasan pemesinan mengenai karakteristik aus yang terjadi pada pahat sisipan karbida ketika digunakan pada proses pemesinan kering untuk membubut bahan stainless steel - Grade 301. 4.1 Pahat sisipan karbida Al2O3+TiO2 1) Untuk kondisi pemesinan dengan : Benda kerja
: Stainless steel grade 301
Waktu
: 10 Menit
34
35
Tabel 4.1 Tabel hasil pemesinan Al2O3+TiO2 dengan f = 0,18 mm/rev dan a = 1,5 mm No 1 2 3
V (m/min) 101,4 119,3 155,1
f (mm/rev)
a (mm)
0,18
1,5
Aus yang dialami oleh pahat sisipan karbida
VB (mm) 0,035 0,039 0,042
tc (min) 10
Al 2O3+TiO2 pada kondisi
pemotongan diatas adalah sebagaimana yang ditunjukkan pada gambar 4.1 berikut Keausan kawah
CD
Gambar 4.1 Hasil pemesinan pahat pada V = 101,4 m/min; a = 1,5 mm; f = 0,18 mm/rev CD = Coating Delimination Keausan kawah
CD
BUE
Gambar 4.2 Hasil pemesinan pahat pada V = 119,3 m/min; a = 1,5 mm; f = 0,18 mm/rev CD = Coating Delimination, BUE= Built Up Edge Keausan kawah
CD
Gambar 4.3 Hasil pemesinan pahat pada V = 155,1 m/min; a = 1,5 mm; f = 0,18 mm/rev CD = Coating Delimination
36
Dari gambar 4.1, gambar 4.2 dan gambar 4.3 dapat dilihat bahwa kecepatan potong mempunyai pengaruh positif terhadap tingkat keausan. Artinya, semakin besar nilai kecepatan potong dan gerak makan yang digunakan maka semakin besar nilai keausan yang dihasilkan. Dari gambar diatas selain terjadi keausan tepi dan keausan kawah
pada masing-masing pengujian juga dapat
teramati pada gerak maka 0,18 mm/rev terjadi pengelupasan lapisan material pahat pada masing-masing variabel penelitian yang dilakukan. Tabel 4.2 Tabel hasil pemesinan Al2O3+TiO2 dengan f = 0,22 mm/rev dan a = 1,5 mm
No 1 2 3
V (m/min) 101,4 119,3 155,1
f (mm/rev) 0,22
a (mm) 1,5
VB (mm)
tc (min)
0,037 0,040 0,044
10
Aus yang dialami oleh pahat sisipan karbida Al2O3+TiO2 pada kondisi pemotongan diatas adalah sebagaimana yang ditunjukkan pada gambar sebagai berikut : BUE
Gambar 4.4 Hasil pemesinan pahat pada V = 101,4 m/min; a = 1,5 mm; f = 0,22 mm/rev
Gambar 4.5 Hasil pemesinan pahat pada V = 119,3 m/min; a = 1,5 mm ; f = 0,22 mm/rev
37
Gambar 4.6 Hasil pemesinan pahat pada V = 155,1 m/min; a = 1,5 mm ; f = 0,22 mm/rev Dari gambar tersebut diatas dapat dilihat bahwa semakin tinggi nilai kecepatan potong maka semakin besar nilai keausan yang dihasilkan dan pada kondisi seperti yang ditunjukan pada gambar 4.5 pada kecepatan pemotongan V = 119,3 m/min terdapat BUE (Built Up Edge). Jenis mekanisme aus ini disebabkan oleh adanya gaya adhesi, gaya adhesi ini akan mengakibatkan penumpukan geram pada mata potong. Tabel 4.3 Hasil pemesinan Al2O3+TiO2 dengan f = 0,28 mm/rev dan a = 1,5 mm F (mm/rev)
a (mm)
VB (mm) 0,040
tc (min)
1
V (m/min) 101,4
2
119,3
0,28
1,5
0,043
10
3
155,1
No
Aus yang dialami oleh pahat sisipan karbida
0,046 Al2O3+TiO2 pada kondisi
pemotongan diatas adalah sebagaimana yang ditunjukkan pada gambar sebagai BUE
berikut : Keausan kawah CD
Gambar 4.7 Hasil pemesinan pahat pada V = 101,4 m/min; a = 1,5 mm; f = 0,28 mm/rev
38
BUE
Keausan kawah
Gambar 4.8 Hasil pemesinan pahat pada V = 119,3 m/min; a = 1,5 mm ; f = 0,28 mm/rev
Keausan kawah
BUE
Gambar 4.9 Hasil pemesinan pahat pada V = 155,1 m/min; a = 1,5 mm ; f = 0,28 mm/rev Dari gambar di atas dapat diperoleh kesimpulan yaitu aus dan jenis kegagalan yang dialami pahat pada proses pemesinan stainless stell ini adalah Aus tepi, BUE, CD dan kerusakan katastropi. Aus tepi ini terjadi pada sisi ujung pahat (nose) dan sisi tepi pada bidang potong mayor pahat (flake face). Maka dapat dinotasikan dalam bentuk VB (aus tepi), VBC (aus ujung pahat) dan VBN (aus notch ). Untuk lebar aus yang dialami pahat khususnya aus tepi (VB) pada masing-masing kondisi pemotongan adalah pada kecepatan potong (V) = 101,4 m/min, 119,3 m/min dan 155,1 m/min aus tepi flank yang dialami pahat pada kedalaman tetap 1,5 mm dengan gerak makan 0,18 mm/rev, 0,22 mm/rev dan 0,28 mm/rev dapat dilihat dalam tabel 4.4 sebagai berikut :
39
Tabel 4.4. Keausan tepi flank pada pahat karbide Al2O3+TiO2 F VB (mm / rev) (mm) 1 0,18 0,035 2 101,4 0,22 0,037 3 0,28 0,040 4 0,18 0,039 5 119,3 0,22 0,040 6 0,28 0,043 7 0,18 0,042 8 155,1 0,22 0,044 9 0,28 0,046 Dari tabel 4.4. dapat dibuat grafik pengaruh, kecepatan potong dan gerak No
V (m/min)
makan (feeding) terhadap keausan pahat, didapatkan hasil:
Gambar 4.10. Grafik pengaruh kecepatan potong dan gerak makan terhadap keausan tepi pahat karbida Al2O3+TiO2 Dari gambar 4.10 tersebut maka terlihat bahwa grafik mempunyai pengaruh terhadap nilai keausan pahat, artinya semakin tinggi nilai kecepatan potong yang digunakan maka semakin tinggi hasil nilai keausan tepi flank yang terjadi. 4.2
Pahat sisipan karbida TiO2 Untuk kondisi pemesinan dengan : Benda kerja
: Stainless steel grade 301
40
Waktu
: 10 Menit
Tabel 4.5 Tabel hasil pemesinan TiO2 dengan f = 0,18 mm/rev dan a = 1,5mm
No
V (m/min)
1 2 3
101,4 119,3 155,1
f (mm/rev) 0,18
a (mm)
VB (mm)
tc (min)
1,5
0,010 0,012 0,015
10
Aus yang dialami oleh pahat sisipan karbida
TiO 2 pada kondisi
pemotongan diatas adalah sebagaimana yang ditunjukkan pada gambar berikut :
4.12
Gambar pahat TiO2 sebelum dilakukan pemesinan VB
b. Tampak bidang geram
a. Aus Tepi (VB)
Gambar 4.13 Aus pahat TiO2 pada kondisi V = 101,4 m/min a = 1,5 mm; f = 0,18 mm/rev Keausan kawah
VB
C
CD
b. Tampak ujung pahat a. Aus Tepi (VB)
CD = Coating Delimination / Pengelupasan Salutan
41
Gambar 4.14 Hasil pemesinan pahat TiO2 pada V = 119,3; a = 1,5 mm; f = 0,18 mm/rev
Gambar 4.15 Hasil pemesinan pahat TiO2 pada keceptan potong = 155,1 m/min; a = 1,5 mm; f = 0,18 mm/rev Tabel 4.6 Hasil pemesinan TiO2 dengan f = 0,22 mm/rev dan a = 1,5mm
No 1 2 3
V f a (m/min) (mm/rev) (mm) 101,4 119,3 155,1
0,22
1,5
VB (mm) 0,013 0,015 0,018
tc (min) 10
Gambar 4.16 Hasil pemesinan pahat TiO2 pada V = 101,4 m/min; a = 1,5 mm; f = 0,22 mm/rev
Keausan kawah
BUE
Gambar 4.17 Hasil pemesinan pahat TiO2 pada V = 119.3 m/min a = 1,5 mm; f = 0,22 mm/rev
42
Gambar 4.18 Hasil pemesinan pahat TiO2 pada n = 155,3 m/mmt a = 1,5 mm; f = 0,22 mm/rev Tabel 4.7 Hasil pemesinan TiO2 dengan f = 0,28 mm/rev dan a = 1,5mm No 1 2 3
V (m/min) 101,4 119,3 155,1
f (mm/rev)
a (mm)
0,28
1,5
VB (mm) 0,018 0,020 0,023
Aus yang dialami oleh pahat sisipan karbida
tc (min) 10
TiO 2 pada kondisi
pemotongan diatas adalah sebagaimana yang ditunjukkan pada gambar sebagai berikut :
Gambar 4.19 Hasil pemesinan pahat TiO2 pada V = 101,4 m/min; a = 1,5 mm ; f = 0,28 mm/rev
43
Gambar 4.20 Hasil pemesinan pahat TiO2 pada V = 119,3 m/min; a = 1,5 mm ; f = 0,28 mm/rev
Gambar 4.21 Hasil pemesinan pahat TiO2 pada V = 155,1 m/min; a = 1,5 mm ; f = 0,28 mm/rev Pada kecepatan potong (V) 101,4 m/min, 119,1 m/min dan 155,1 m/min aus tepi yang dialami pahat pada kedalaman tetap 1,5 mm dapat dilihat dalam tabel 4.8 sebagai berikut : Tabel 4.8. Keausan tepi pada pahat karbide TiO2 No 1 2 3 4 5 6 7 8 9
V (m/min) 101,4
119,3
155,1
f (mm / rev)
VB (mm)
0,18 0,22 0,28 0,18 0,22 0,28 0,18 0,22 0,28
0,010 0,012 0,015 0,013 0,015 0,018 0,018 0,020 0,023
Dari tabel 4.8. dapat dibuat grafik pengaruh, kecepatan potong dan gerak makan (feeding) terhadap keausan pahat, didapatkan hasil :
44
Gambar 4.22. Grafik keausan pahat kerbide TiO2 akibat kecepatan potong dan gerak makan (feeding) Dari gambar 4.22 dapat terlihat bahwa pengaruh kecepatan potong dan gerak makan terhadap keausan pahat akibat gesekan yang terjadi dikedalaman pemakanan dengan nilai tetap 1,5 mm mempunyai pengaruh terhadap nilai keausan pahat, artinya semakin besar nilai gerak makan dan kecepatan potong yang digunakan maka semakin tinggi nilai keausan tepi flank yang terjadi pada pahat. 4.3 Pengaruh Kondisi Pemotongan Berdasarkan grafik pertumbuhan keausan tepi yang ditunjukkan gambar 4.10 dan gambar 4.22, untuk kecepatan potong dan gerak makan yang berbeda tampak bahwa setiap pahat memiliki kecenderungan yang hampir sama. Pada saat pahat mulai digunakan keausan tepi mulai tumbuh relatif cepat kemudian diikuti dengan pertumbuhan yang cenderung linier dengan nilai VB yang sama untuk beberapa
jumlah
pemesinan.
Laju
keausan
meningkat
seiring
dengan
meningkatnya kecepatan potong, dari gambar 4.10 grafik keausan pahat karbida TiO2 dan gambar 4.22 grafik keausan pahat karbida Al2O3+TiO2 bisa diketahui bahwa kecepatan potong tinggi (155,1 m/min) dengan gerak makan 0,18 mm/rev, 0,22 mm/rev, 0,28 mm/rev laju pertumbuhan VB pahat karbida Al2O3+TiO2 sebesar 0,042 mm, 0,044 mm, 0,046 mm sedangkan pada pahat karbida TiO2 laju pertumbuhan relative kecil dengan variabel yang sama dimana nilai VB yang terjadi sebesar 0,018 mm, 0,020 mm, 0,023 mm. Fenomena keausan yang terjadi disebabkan oleh proses abrasive, difusi dan deformasi plastis, karena pemotongan terjadi pada temperature dan tekanan yang tinggi pada kecepatan ini akan menyebabkan keausan dari proses difusi dan proses deformasi plastis.
45
Pada kecepatan potong sedang (119,3 m/min) dengan gerak makan 0,18 mm/rev, 0,22 mm/rev, 0,28 mm/rev pada pahat karbida Al2O3+TiO2 nilai VB yang terjadi sebesar 0,039 mm, 0,040 mm, 0,043 mm sedangkan pada pahat karbida TiO2 laju pertumbuhan relative kecil dengan variabel yang sama dimana nilai VB yang terjadi sebesar 0,013 mm, 0,015 mm, 0,018 mm, keausan disebabkan oleh proses abrasif yang timbul dari gesekan yang terjadi antara pahat dengan benda kerja lebih cepat dari pada kecepatan rendah (101,4 m/min). Kecepatan potong rendah (101,4
m/min)
dengan
gerak makan
0,18 mm/rev, 0,22 mm/rev, 0,28 mm/rev memiliki laju pertumbuhan keausan yang lebih kecil dengan nilai keausan pahat karbida TiO2 sebesar 0,010 mm, 0,012 mm, 0,015 mm dan pahat karbida Al2O3+TiO2 nilai keausan tepi yang terjadi sebesar 0,035 mm, 0,037 mm, 0,035 mm, keausan ini disebabkan oleh proses abrasif yang timbul dari gesekan yang terjadi antara pahat dengan benda kerja. Keausan tepi ini juga disebabkan oleh proses adhesi. Dimana pada kecepatan rendah (101,4 m/min) tekanan dan temperatur akan menjadi tinggi menyebabkan permukaan metal yang baru saja terbentuk menempel pada bidang geram tepi bahat (BUE), sehingga bidang pahat yang terjadi BUE tidak akan berkontak dengan material benda kerja saat proses pemotongan, BUE ini akan hilang jika kecepatan potong ditingkatkan sampai kecepatan tinggi. Pahat karbida TiO2 memiliki laju pertumbuhan keausan lebih kecil dari pada pahat karbida Al2O3+TiO2 pada berbagai kecepatan. Selisih pertumbuhan laju aus pahat karbida TiO2 dengan pahat karbida Al2O3+TiO2
dapat dilihat
menggunakan toolmaker microscope dengan nilai laju aus tidak konstan. Nilai keausan terkecil dapat teramati pada kecepatan 101,4 m/rev dengan gerak makan
46
0,18 mm pada pahat karbida TiO2 dengan nilai aus tepi sebesar 0,010 mm sedangakan keausan terkecil pahat karbida Al 2O3+TiO2 terjadi pada kecepatan 101,4 m/min dengan gerak makan 0,18 mm/rev dengan nilai VB 0,035 mm. Keausan tepi pahat bubut karbida
semakin meningkat dengan
bertambahnya kecepatan potong. Laju keausan tepi pahat TiO 2 lebih lambat dari pada pahat karbida Al2O3+TiO2, Hal ini terjadi karena beberapa faktor antara lain gerak makan, terjadinya beban kejut, temperatur pemotongan dan lain-lain. Dari gambar 4.10 dan 4.22 tersebut bisa disimpulkan bahwa pahat karbida TiO 2 memiliki ketahanan aus lebih baik dari pada pahat karbida Al 2O3+TiO2. 4.4 Karakteristik aus pahat karbida berlapis Hasil pengamatan atas serta bukti-bukti yang telah dipaparkan maka kegagalan pahat karbida Al2O3+TiO2 dan TiO2 yang digunakan pada pembubutan baja stainless steel terlihat bahwa pengaruh kecepatan dan gerak makan mempunyai nilai positif terhadap laju keausan yang terjadi dan dapat ditabulasikan sebagaimana ditunjukkan pada tabel 4.9 Tabel 4.9. Karakteristik aus pahat karbida berlapis
No 1
Karakteristik Aus Aus Tepi
Jenis Pahat Pahat Al2O3+TiO2 Pahat TiO2
1.1.
Aus ujung
Pahat
pahat
Al2O3+TiO2
( Nose Wear)
Pahat TiO2
Keterangan
Keterangan gambar
Ada
4.1, 4.3, 4.4,
Ada
4.13, 4.14
Ada
4.2, 4.4
Ada
4.13
47
1.2. Aus takik
Pahat Al2O3+TiO2 Pahat TiO2
2
Keausan kawah (Crater wear)
Pahat Al2O3+TiO2 Pahat TiO2
2
3
Kerusakan
Pahat
Katastropik
Al2O3+TiO2
(Catastophic
Pahat
Failure)
TiO2
Pengelupasan bahan
Pahat
pelapis pahat
Al2O3+TiO2
Ada
4.5, 4.6
Ada
4.14, 4.17 Disemua
Ada
terjadi Ada
Ada
Pahat TiO2
4
BUE (Built Up Edge)
Pahat Al2O3+TIO2 Pahat TiO2
4.14, 4.17 4.1, 4.2, 4.5, 4.6
Ada
4.18
Ada
4.1, 4.2, 4.3
(Coating Delamination)
perlakuan
4.15, 4.16, Ada
4.19, 4.20, 4.21
Ada
Ada
4.1, 4.2, 4.4, 4.7, 4.8 4.14, 4.17, 4.18
Berdasarkan data yang ditunjukkan pada tabel 4.9 dapat dijelaskan bahwa ragam aus pahat karbida berlapis yang digunakan pada proses pemesinan kering bahan stainless steel dapat dikarakteristikkan sebagai berikut: 1.
Aus tepi, yang terdiri dari : aus tepi bidang potong mayor (VB B), aus tepi ujung pahat (nose wear) dan aus takik (notch wear) Aus tepi pada kawasan bidang potong mayor yang diberi notasi VBB
48
1.1.
Aus tepi (flank wear) ini merupakan ragam kegagalan pahat yang paling dominan teramati pada penelitian ini. Aus tepi yang teramati memiliki lebar keausan yang berkisar antara 0.01 – 0.04 mm dari permukaan bidang geram (rake face) (gambar 4.1, 4.3, dan 4.4 untuk pahat Al2O3+TiO2 untuk bahan stainless steel dan gambar 4.13, 4.14 untuk pahat TiO2.
1.2.
Aus tepi pada kawasan ujung pahat (tool nose) yang diberi notasi VBC Aus ujung (nose wear) adalah salah satu ragam kegagalan aus tepi yang juga terjadi pada bidang potong mayor. Aus ujung ini terjadi pada kondisi pemesinan minimum, berdasarkan data pada tabel 4.10 aus ujung pahat yang dialami pahat karbida Al2O3+TiO2 pada proses pemesinan kering untuk memotong bahan baja stainless steel yaitu pada kondisi pemesinan minimum dengan kecepatan potong 101,4 m/min, kecepatan makan (f) = 0.18 mm/rev, dan kedalaman potong (a) = 1,5 mm, sebagaimana terlampir pada gambar 4.2, 4.4.
1.3. Aus tepi berupa aus takik (notch wear) merupakan tipe kombinasi antara permukaan bidang potong mayor pahat (flank face) dengan permukaan bidang geram (rake face) yang terjadi berdekatan dengan suatu titik dimana sudut potong mayor pahat berpotongan dengan benda kerja. Aus ini diakibatkan oleh kulit yang terbentuk pada awal permesinan yaitu pada proses penempaan, penuangan dan proses pengerolan benda kerja. Ini merupakan salah satu karakteristik pemesinan material (high workhardening), seperti baja tahan karat dan nikel tahan panas atau unsur pelapis logam. Dalam hal ini menjelaskan bahwa pada proses penempaan, penuangan dan proses pengerolan benda kerja sebelumnya meninggalkan
49
sesuatu yang kurang sempurna pada proses pengerasan kulit. Bentuk aus takik dapat ditunjukkan pada gambar 4.23.
Gambar 4.23. Bentuk aus tepi takik (notch) Aus takik (notch) yang diperlihatkan pada gambar 4.5,4.6, 4,14 dan 4.17 merupakan aus yang dihasilkan oleh pengaruh lapisan benda kerja khususnya untuk baja stainless steel. Hal ini menyebabkan terjadinya aus notch pada pahat karbida berlapis. Hasil di atas memperlihatkan bahwa aus tepi (V BB) dan Aus ujung pahat (VBC) merupakan ragam kegagalan utama yang ditemukan pada pahat karbida berlapis pada proses pemesinan baja stainless stell. Dengan demikian dapat disimpulkan bahwa dari seluruh proses pemesinan yang dilakukan lebih dominan ditemukan adalah aus tepi (flank wear), aus ujung (nose wear), dan aus tepi serupa (notch wear). Itu merupakan ragam kegagalan yang terjadi pada pahat karbida berlapis yang digunakan pada proses pemesinan kering bahan baja stainless stell. 2. Keausan kawah (Crater wear) Crater wear atau terjadinya keausan hingga timbul cekukan/ kawah, Aus berupa cekukan/ kawah terjadi karena kombinasi difusi, dekomposisi dan keausan abrasif. Aus ini disebabkan oleh suhu pemotongan yang tinggi pada bidang kontak antara serpihan dan pahat (rake face), dan pada tingkat tertentu terjadi pelarutan secara kimia antara pahat dan benda kerja yang menyebabkan pengikisan.
50
Kedalaman kawah adalah parameter yang banyak digunakan untuk mengavaluasi keausan kawah ( Rochim, 1993). Keausan kawah ditunjukan pada gambar 4.24 sebagai berikut
Gambar 4.24. Keuasan kawah
3. Kerusakan Katastropik (Catastophic Failure) Aus pahat yang dapat menyebabkan terjadinya kerusakan atau kegagalan yang fatal pada pahat adalah kegagalan katastropik (Catastophic failure). Proses ini disebabkan oleh kenaikan suhu, sehingga ujung pahat mengalami perubahan bentuk akibat dari beban termo-mekanik dan tegangan geser yang sangat tinggi. Beban termo-mekanik akan menyebabkan terjadinya proses pelembutan ujung potong mayor dan kondisi ini adalah awal bagi terjadinya proses penumpulan pada bidang potong mayor dan apabila proses pelembutan ini terjadi secara kontinu pada mata pahat, maka kegagalan katastropik yang telah dipicu oleh beban termo-mekanik akan terjadi tidak hanya pada ujung pahat tetapi juga dapat menghancurkan badan pahat sebagaimana yang ditunjukkan pada gambar 4.1, 4.2, 4.5, 4.6. 4. Pengelupasan bahan pelapis pahat (Coating Delamination) Pada penelitian ini diamati bahwa bahagian pelapis pada pahat terkelupas dari bagian pahat sebagaimana yang telah ditunjukkan oleh gambar 4.1, 4.2, 4.5, 4.6 untuk pahat Al2O3+TiO2 untuk bahan stainless steel dan gambar 4.12, 4.13, 4.15, 4.16, 4.17 dan 4.18 pahat TiO2.
Pengelupasan bahan pelapis pahat
51
merupakan kejadian hilangnya bagian pahat dalam bentuk lapisan dari permukaan pahat, Secara substantif dapat dinyatakan bahwa pengelupasan pelapis adalah peristiwa kepindahan lokal atau pealing material untuk membuka substrate pahat. 5. BUE (Built Up Edge) Jenis mekanisme aus yang disebabkan oleh adanya gaya adhesi adalah BUE (Built Up Edge). Gaya adhesi ini akan mengakibatkan penumpukan geram pada mata potong. Hal ini dapat kita lihat dengan menggunakan mikroskop optik. Sebagaimana pada gambar 4.1, 4.2, 4.4, 4.7, 4.8, 4.9, 4.14, 4.17, 4.18. penumpukan lapisan material yang baru saja terbentuk terjadi di sekitar bidang utama dan bidang geram. BUE juga akan terbentuk sangat besar dan lebih cepat pada mata potong. Mekanisme keausan ini disebabkan karena pada tekanan dan temperatur yang relatif tinggi menyebabkan permukaan logam yang baru terbentuk menempel dengan permukaan logam yang lain setelah terlebih dahulu terjadi proses oksidasi. Mekanisme adhesi yang mengakibatkan terjadinya BUE (Built Up Edge) merupakan penumpukkan lapisan material pada bidang geram dekat mata potong. Pada kasus ini BUE terbentuk pada kecepatan potong tinggi dan kecepatan potong rendah yang lama kelamaan akan semakin membesar dan menghilang seiring berjalannya pemotongan. Akibat adanya gaya adhesi maka BUE yang terbentuk sangat besar. Pada kecepatan inilah keausan tepi dan penumpukan metal pada mata potong (BUE) terbentuk lebih cepat hingga mencapai batas kritis keausan tepi maksimal. Proses pemotongan ini sangat kimiawi aktif yaitu material benda kerja yang baru saja terpotong langsung menempel pada bidang geram dan bidang utama pahat di dekat mata potong. Mekanisme kimiawi ini terjadi karena
52
permukaan material benda kerja yang baru saja terbentuk (permukaan geram dan permukaan benda kerja yang telah terpotong) sangat kimiawi aktif sehingga mudah bereaksi kembali dengan udara dan menempel pada permukaan pahat sehingga akan mengurangi derajat penyatuan (afinitas) dengan permukaan pahat. Akibatnya proses keausan karena gesekan akan terjadi lebih cepat. Pada kecepatan ini keausan yang terjadi disebabkan oleh proses abrasif, adhesi dan kimiawi. Pada awal pemotongan mata potong pahat terlihat seperti terbakar. Hal tersebut mengacu kepada suatu kenyataan bahwa proses tersebut mengakibatkan keadaan aliran panas sepanjang lapisan penyalut beserta kadar pahat akan akan mengalami proses difusi pada permukaan pahat, dimana unsur-unsur Co tidak stabil; seperti, permukaan yang mengalami proses adhesi pada kadar permukaan pahat dan lapisan penyalut yang secara berangsur-angsur berubah. Pada waktu yang sama, suatu peristiwa yang serupa pula terjadi pada lapisan material dan lapisan geram pahat karbida berlapis.
53
BAB V KESIMPULAN DAN SARAN 5.1. Kesimpulan Setelah menyelesaikan hasil dan pembahasan yang telah dijelaskan pada bab-bab sebelumnya maka dapat diperoleh beberapa kesimpulan sebagai berikut : 1. Hasil penelitian variasi kecepatan potong dan variasi gerak makan memberikan pengaruh signifikan terhadap keausan pahat dengan karakteristik kegagalan pahat yang terjadi terdiri dari keausan tepi, kerusakan katastropik, BUE (Built Up Edge) dan Coating Delamination 2. Untuk kedalaman pemotongan dengan nilai tetap dengan variasi kecepatan potong 101,4 m/min, 119,3 m/min dan 155,1 m/min dan gerak makan 0,18 mm/rev, 0,22 mm/rev, dan 0,28 mm/rev, memberikan hasil semakin meningkatnya variasi kecepatan potong dan gerak makan, maka laju keausan pahat yang terbentuk semakin besar. 3. Pengaplikasian variasi kecepatan potong dan gerak makan dengan kedalaman potong tetap dengan nilai keausan minimal dapat teramati pada pahat TiO2 pada kecepatan potong 101,4 m/min, gerak makan 0,18 mm pada kedalaman potong 0,15 mm dengan nilai keausan tepi 0,010 mm. 5.2. Saran Penelitian ini dapat dilanjutkan dengan menggunakan pahat yang berbeda radiusnya, atau dengan memberikan variasi kedalaman potong dan memakai pendingin sehingga akan didapatkan hasil yang dapat dibandingkan dengan hasil penelitian ini.
53
54
DAFTAR PUSTAKA Aminy, A.Y., 2015 Keausan Pahat Sisipan Oksida dan Kekasaran Hasil Pembubutan Kering Besi Tuang Kelabu, Disertasi Jurusan Mesin Fakultas Teknik Universitas Brawijaya, Boothroyd, G., 1975 Fundamental of Metal Machining and Machine Tools, International Student Edition, McGraw Hill, Tokyo Japan, Kalpakjian, S, 2003 Manufacturing Procesess for Engineering Materials, Wesley Publishing Company, USA,. Keith H. Causton, 2002 MSc, Thesis, An Investigation Into The Suitability of Dry Machining Automotive Cylinder Blocks for High Volume production, Bradfords MSc Program, Engineering Quality Improvement. Pawlik. A . et al. 2002. Tool Life Experiment, 15 November 2015. www.personal.psu.edu/users/h/hhw 103/Groupreport.pdf Rochim, T , 1993 TeoridanTeknologi Proses Pemesinan, H E D S P, Jakarta. Rochim, T; 2007 Klasifikasi Proses, Gaya dan Daya Pemesinan, M.P.E, F.T.I, Jurusan Mesin Institut Tehnologi Bandung. Sanvik Coromant, 2003. Technical Information: Tool Wear, 15 November 2016. http://www2.coromant.sanvik.com/coromant/products/steelurning/pdf/. Sudjatmiko, Suprapto .A, dan Soenoko.R., 2011. Analisis Umur dan Keausan Pahat Karbida untuk membubut Aluminium 6061 – T, ISBN 2085-2347, Vol. 3, 2011, Proseding SemNas Tek. Informatika dan Aplikasinya, Poltek Malang. Wiyono, S.et.al. 2015 Distribusi Temperatur Area Pemotongan Pada Proses Dray Machining Baja AISI 1045.ISSN 2407-7852, Vol.I, 2015, Jurnal Teknik Mesin Flywheel Untirta 2015.
54
55
Lampiran 1 A. Profil Pahat Sisipan Sebelum Digunakan 1. Pahat “TiO2”
Gambar 1.1 Profil pahat TiO2 sebelum digunakan. 2. Pahat “Al2O3+TiO2”
Gambar 1.2 Profil pahat Al2O3+TiO2 sebelum digunakan.
B. Toolholder sebelum digunakan Pemegang insert (Toolholder): PTGNK 2020K16
Gambar 1.3. Profil toolholder sebelum digunakan
55
56
Lampiran II E. Komposisi Kimia Tabel 2.1 Komposisi kimia pahat Komposisi Kimia dan Oksida Pahat Pahat
Unsur
Al2O3+TiO2
Oksida
(%)
wt(%) Oksida
Oksigen
66,67
-
0,00
Titanium
33,33
TiO2
100,00
Oksigen
66,57
-
-
Aluminium
0,56
Al2O3
1,08
Titanium
32,86
TiO2
98,92
Pahat TiO2
Pahat
Comp. Atom
F. Kekerasan Pahat Sisipan Tabel 2.2 Kekerasan Pahat KEKERASAN PAHAT SISIPAN (INSERT) (HRC) Pahat TiO2
Pahat Al2O3+TiO2
87,82
87,52
56
57
C. Hasil Uji SEM/EDS Pahat Al2O3+TiO2 Al2O3TiO2
Tescan Vega3SB / Fisika UNM cps/eV
50
40
30
Gambar 2.1. SEM/EDS Pahat Al2O3+TiO2 O Ti Komposisi Al Ti Al O +TiO Tabel 2.3 pahat 2 3 2 20
10
0 2
4
6
8
10 keV
12
14
16
18
20
Spectrum: test Element
unn. C norm. C Atom. C Compound norm. Comp. C Error (3 Sigma) [wt.%] [wt.%] [at.%] [wt.%] [wt.%] ----------------------------------------------------------------------Aluminium 1.81 1.61 1.58 Al2O3 3.05 0.35 Titanium 65.29 58.11 32.02 TiO2 96.95 5.51 Oxygen 45.25 40.27 66.40 0.00 25.19 ----------------------------------------------------------------------Total: 112.36 100.00 100.00
57 8/16/2016
Page 1 / 1
58
D. Hasil Uji SEM/EDS Pahat TiO2
TiO2 Tescan Vega3SB / Fisika UNM cps/eV 70
60
50
40
Gambar 2.2. SEM/EDS pahat TiO2 O Ti Komposisi pahat Ti TiO 30 2.4 Tabel 2 Element
unn. C norm. C Atom. C Compound norm. Comp. C Error (3 Sigma) [wt.%] [wt.%] [at.%] [wt.%] [wt.%] 20 ---------------------------------------------------------------------Titanium 71.52 59.94 33.33 TiO2 100.00 6.02 Oxygen 47.80 40.06 66.67 0.00 14.41 10 ---------------------------------------------------------------------Total: 119.31 100.00 100.00 0 2
4
6
8
10 keV
12
14
16
18
20
58 8/16/2016
Page 1 / 1
59
Lampiran III A. Mikrostruktur Pahat Sisipan TiO2
Gambar 3.1 Mikrostruktur pahat TiO2
59
60
B. Mikrostruktur Pahat Sisipan TiO2
Gambar 3.2. Mikrostruktur pahat Al2O3+TiO2
61
LAMPIRAN IV A. Hasil Uji pahat TiO2 Tabel 4.1. Data penelitian pahat TiO2 No
V (m/min)
1 2 3 4 5 6 7 8 9
101,4 119,3 155,1 101,4 119,3 155,1 101,4 119,3 155,1
f (mm/rev)
a (mm)
0.18
1.5
0.22
1.5
0.28
1.5
VB (mm) 0.010 0.012 0.015 0.013 0.015 0.018 0.018 0.020 0.023
tc (min) 10
10
10
B. Hasil Uji pahat Al2O3+TiO2 Tabel 4.2. Data penelitian pahat Al2O3+TiO2 No
V (m/min)
1 2 3 4 5 6 7 8 9
101,4 119,3 155,1 101,4 119,3 155,1 101,4 119,3 155,1
f (mm/rev)
a (mm)
0.18
1.5
0.22
1.5
0.28
1.5
VB (mm) 0.035 0.039 0.042 0.037 0.040 0.044 0.040 0.043 0.046
61
tc (min) 10
10
10
62
Lampiran V Dokumentasi penelitian lokasi BLKI Makassar 1. Mesin bubut
Gambar 5.1. Mesin bubut Dragon SMI CM 6241 x 1000
Gambar 5.2. Benda kerja yang terpasang diantara head stock dan tool post
62
63
Gambar 5.3. Proses pembubutan
64
Gambar 5.4 Benda kerja yang telah dibubut menggunakan pahat TiO2
Gambar 5.5 Benda kerja yang telah dibubut menggunakan pahat Al2O3+TiO2
65
Gambar 5.6 Chip/geram dari benda kerja akibat pembubutan kering pahat TiO2
Gambar 5.7. Chip/geram dari benda kerja akibat pembubutan kering pahat Al2O3+Ti
iii