![Laporan Praktek Diagram Alir [PDF]](https://pdfs.asia/img/200x200/laporan-praktek-diagram-alir.jpg)
8 0 348 KB
LAPORAN PRAKTEK DIAGRAM ALIR
PENERAPAN DIAGRAM ALIR PADA PROSES PRODUKSI DI PT INDOFOOD CBP SUKSES MAKMUR, TBK SEMARANG
Reza Oktalaila Nur Azzizah R021097
PROGRAM STUDI DIPLOMA 4 KESELAMATAN DAN KESEHATAN KERJA FAKULTAS KEDOKTERAN UNIVERSITAS SEBELAS MARET Surakarta 2019
PENGESAHAN
Laporan Praktek Kunjungan Diagram Alir dengan Judul : Penerapan Diagram Alir pada Proses Produksi di PT Indofood CBP Sukses Makmur, Tbk Semarang
Reza Oktalaila Nur Azzizah, NIM : R02118097, Tahun : 2019
TELAH DISAHKAN PADA :
Hari...................Tanggal……….………………. 20……
DOSEN PENGAMPU,
PEMBIMBING
PRAKTIKUM
Sri Suryo Susetyo, S.T NIP.-
Ervansyah Wahyu Utomo, S.ST NIP. 1987033020150401
i
DAFTAR ISI
PENGESAHAN....................................................................................................................................i DAFTAR ISI........................................................................................................................................ii BAB I PENDAHULUAN....................................................................................................................1 A.
Latar Belakang...........................................................................................................................1
B.
Tujuan........................................................................................................................................1
C.
Manfaat......................................................................................................................................2
BAB II LANDASAN TEORI..............................................................................................................3 A.
Tinjauan Pustaka........................................................................................................................3
B.
Perundang-undangan.................................................................................................................5
BAB III HASIL....................................................................................................................................6 A.
Pelaksanaan...............................................................................................................................6
B.
Deskripsi Perusahaan.................................................................................................................6
C.
Observasi...................................................................................................................................6
BAB IV PEMBAHASAN....................................................................................................................8 A.
Proses Produksi..........................................................................................................................8
B.
Diagram Alir Proses Produksi..................................................................................................10
C.
Potensi Bahaya........................................................................................................................11
BAB V PENUTUP.............................................................................................................................22 A.
Kesimpulan..............................................................................................................................22
B.
Saran........................................................................................................................................22
LAMPIRAN.......................................................................................................................................23 DAFTAR PUSTAKA........................................................................................................................24
ii
BAB I PENDAHULUAN A. Latar Belakang Proses produksi merupakan kegiatan utama dalam perusahaan industri manufaktur. Tingkat efektifitas dan efisiensi berproduksi dituntut memiliki nilai yang tinggi. Pabrik harus beroperasi secara efektif dan dapat memenuhi tingkat kebutuhan produksi yang ditargetkan. Kualitas merupakan salah satu hal penting dalam proses produksi. Perusahaan harus menghasilkan kualitas produk yang sesuai dengan spesifikasi yang diinginkan pelanggan agar kepuasan pelanggan dapat tercapai. Pengawasan produk diimplementasikan sebagai jaminan pada konsumen bahwa produk yang diterima konsumen memiliki mutu yang baik. Pengendalian kualitas bertujuan untuk menjaga agar produk yang dihasilkan memenuhi standar kualitas dan menghindari produk yang cacat lolos ke konsumen. Untuk menghasilkan produk yang berkualitas maka harus memperhatikan setiap proses produksinya dan dibuatlah diagram alir agar mempermudah untuk memahami alur proses produksi. Oleh karena itu dilakukan kunjungan ke PT Indofood CBP Sukses Makmur, Tbk Semarang untuk mengetahui diagram alir (flowchart) proses produksi pada perusahaan tersebut dan juga tentunya aspek keselamatan dan kesehatan kerja pada perusahaan tersebut.
B. Tujuan 1. Mengetahui profil perusahaan PT Indofood CBP Sukses Makmur Tbk 2. Memahami proses produksi di PT Indofood CBP Sukses Makmur Tbk 3. Mengetahui potensi bahaya pada proses produksi di PT Indofood CBP Sukses Makmur Tbk 4. Mengetahui pelaksanaan K3 di PT Indofood CBP Sukses Makmur Tbk 5. Mengetahui diagram alir (flowchart) proses produksi di PT Indofood CBP Sukses Makmur Tbk
1
C. Manfaat 1. Bagi Praktikan 1) Mahasiswa dapat mengetahui lebih dalam tentang PT Indofood CBP Sukses Makmur Tbk 2) Mahasiswa lebih memahami bagaimana proses produksi di PT Indofood CBP Sukses Makmur Tbk 3) Mahasiswa lebih memahami potensi bahaya apa saja yang dapat terjadi pada proses produksi PT Indofood CBP Sukses Makmur Tbk 4) Memahami pelaksanaan K3 yang berlaku. 5) Mahasiswa dapat mengetahui dan memahami tentang diagram alir (flowchart) pada proses produksi PT Indofood CBP Sukses Makmur Tbk
2. Bagi Program Diploma 4 Keselamatan dan Kesehatan Kerja 1) Menambah relasi antara perusahaan yang dikunjungi dengan program studi D4 keselamatan dan kesehatan kerja dan bisa saja melakukan kerjasama. 2) Dapat mengetahui tingkat pemahaman, pengetahuan mahasiswa tentang penerapan Keselamatan dan Kesehatan Kerja (K3) di perusahaan. 3) Sebagai bahan yang dapat dijadikan referensi dan bahan acuan bagi program studi D4 keselamatan dan kesehatan kerja dalam membuat laporan kunjungan industri.
2
BAB II LANDASAN TEORI
A. Tinjauan Pustaka 1. Pengertian Mi Mi (atau juga sering ditulis mie) adalah adonan tipis dan panjang yang telah digulung, dikeringkan, dan dimasak dalam air mendidih. Istilah ini juga merujuk kepada mi kering yang harus dimasak kembali dengan dicelupkan dalam air. Mi merupakan produk makanan yang sering dikonsumsi oleh masyarakat Indonesia. Definisi mi menurut SII adalah produk makanan yang dibuat dari tepung gandum atau tepung terigu dengan atau tanpa penambahan bahan makanan lain dan bahan tambahan makanan yang diijinkan, bentuk khas mi dan siap dihidangkan
setelah
dimasak
(Anonim,
2005).
Pembuatan
mi
dalam
perkembangan produk mi dan teknologi pembuatannya tidak lagi terbatas hanya dari bahan mentah utama terigu saja, sehingga mi dapat dikelompokan menjadi beberapa macam berdasarkan bahan utamanya, yaitu: 1. Mi yang terbuat dari tepung terigu 2. Bihun yang terbentuk dari tepung beras 3. So’un (fensi) yang terbuat dari pati kacang hijau 4. Shomein yang terbuat dari tepung terigu dan tepung beras Berdasarkan kondisi sebelum dikonsumsi, mi dapat digolongkan dalam beberapa kelompok yaitu mi basah, mi kering, mi rebus, mi kukus dan mi instant (Anonim, 2005). Mi dibuat dari beberapa bahan yang dibagi menjadi bahan baku atau bahan utama dan bahan tambahan. Bahan baku pembuatan mi adalah tepung terigu (bogasari, segitiga biru, segitiga hijau), dan tepung tapioka. Sedangkan bahan tambahan mi adalah air alkali (campuran air, garam, dan pewarna makanan). 2. Pengertian Proses Produksi Proses produksi adalah kegiatan yang mengkombinasikan faktor-faktor produksi (man, money, material, method, machine) yang ada untuk menghasilkan suatu produk, baik berupa barang atau jasa yang dapat diambil nilai lebihnya atau manfaatnya oleh konsumen. Sifat proses produksi adalah mengolah, yaitu 3
mengolah bahan baku dan bahan pembantu secara manual dengan menggunakan peralatan, sehingga menghasilkan suatu produk yang nilainya lebih dari barang semula. 3. Pengertian Keselamatan dan Kesehatam Kerja Keselamatan dan Kesehatan Kerja (K3) secara filosofi adalah suatu pemikiran dan upaya untuk menjamin keutuhan dan kesempurnaan baik jasmaniah maupun rohaniah tenaga kerja pada khususnya dan manusia pada umumnya. Secara disiplin ilmu, Keselamatan dan Kesehatan Kerja diartikan sebagai “ilmu dan penerapannya secara teknis dan teknologis untuk melakukan pencegahan terhadap munculnya kecelakaan kerja dan penyakit akibat kerja dari setiap pekerjaan yang dilakukan”. Secara hukum, Keselamatan dan Kesehatan Kerja diartikan sebagai “Suatu upaya perlindungan agar setiap tenaga kerja dan orang lain yang memasuki tempat kerja senantiasa dalam keaaan yang sehat dan selamat serta sumber- sumber proses produksi dapat dijalankan secara aman, efisien dan produktif”. Ditinjau dari segi ilmu pengetahuan dan penerapannya dalam usaha mencegah kemungkinan terjadinya kecelakaan dan penyakit akibat kerja. Keselamatan dan Kesehatan Kerja (K3) merupakan skala prioritas, karena dalaM pelaksanaannya, selain dilandasi oleh peraturan perundang-undangan tetapi juga dilandasi oleh ilmu-ilmu tertentu, terutama ilmu keteknikan dan ilmu kedokteran. Adapun tujuan dari keselamatan dan kesehatan karja menurut Suma’mur 1989 antara lain : a. Melindungi tenaga kerja atas hak keselamatan dalam melakukan pekerjaan untuk kesejahteraan hidup dan meningkatakan produksi serta produktivitas nasional. b. Menjamin keselamatan setiap orang yang berada di tempat kerja. c. Sumber produksi dipelihara dan dipergunakan secara aman. 4. Pengertian Diagram Alir 4
Diagram
alir (flowchart)
adalah
sebuah
jenis
diagram
yang
mewakili algoritme, alir kerja atau proses, yang menampilkan langkah-langkah dalam bentuk simbol-simbol grafis, dan urutannya dihubungkan dengan panah. Diagram ini mewakili ilustrasi atau penggambaran penyelesaian masalah. Diagram alir digunakan untuk menganalisis, mendesain, mendokumentasi atau memanajemen sebuah proses atau program di berbagai bidang. Diagram Alir ini dipergunakan dalam industri manufakturing untuk menggambarkan proses-proses operasionalnya sehingga mudah dipahami dan mudah dilihat berdasarkan urutan langkah dari suatu proses ke proses lainnya. Diagram alir juga sering digunakan untuk mendokumentasikan standar proses yang telah ada sehingga menjadi pedoman dalam menjalankan proses produksi. Disamping itu, diagram alir ini juga digunakan untuk melakukan analisis terhadap proses produksi sehingga dapat melakukan peningkatan atau perbaikan proses yang berkesinambungan (secara terus menerus). Pada dasarnya, diagram alir (flowchart) adalah alat yang digunakan untuk melakukan perencanaan proses, analisis proses dan mendokumentasikan proses sebagai standar pedoman produksi.
B. Perundang-undangan 1. Undang-Undang Nomer 1 Tahun 1970 Tentang Keselamatan Kerja. 2. Peraturan Mentri Ketenagakerjaan Nomor 5 Tahun 2018 Tentang Keselamatan dan Kesehatan Kerja Lingkungan Kerja. 3. Peraturan Pemerintah Nomor 50 Tahun 2012 Tentang Penerapan Sistem Manajemen Keselamatan dan Kesehatan Kerja. 4. Undang Undang Republik Indonesia Nomor 13 Tahun 2003 Tentang Ketenagakerjaan. 5. Peraturan Menteri Kesehatan Republik Indonesia Nomor 52 Tahun 2018 Tentang Keselamatan Dan Kesehatan Kerja Di Fasilitas Pelayanan Kesehatan. 6. Peraturan Menteri Tenaga Kerja Dan Transmigrasi Republik Indonesia Nomor 8 Tahun 2010 Tentang Alat Pelindung Diri. 7. Keputusan Menteri Negara Lingkungan Hidup Nomor 39I Tahun 1996 Tentang Daftar Jenis Usaha atau Kegiatan Wajib Amdal. 5
BAB III HASIL A. Pelaksanaan Kunjungan industri untuk memenuhi tugas mata kuliah diagram alir dilaksanakan ke PT Indofood CBP Sukses Makmur Tbk cabang Semarang divisi noodle pada hari Senin, 2 Desember 2019 pukul 07.00-12.00. Kunjungan industri diikuti oleh 53 mahasiswa dengan 2 pendamping dengan berangkat menggunakan kendaraan yang disediakan prodi.
B. Deskripsi Perusahaan PT Indofood Sukses Makmur Tbk dan PT Indofood CBP Sukses Makmur Tbk merupakan produsen berbagai jenis makanan dan minuman yang bermarkas di Jakarta, Indonesia. PT Indofood CBP Sukses Makmur Tbk, divisi noodle Semarang merupakan salah satu perusahaan mi instant dan makanan olahan yang menjadi salah satu cabang perusahaan yang dimiliki oleh Salim Group. PT Indofood CBP Sukses Makmur divisi noodle merupakan divisi terbesar di Indofood dan pabriknya tersebar di 17 Kota di Indonesia. Selain di dalam negeri, divisi 9 noodle juga memiliki pabrik di Filipina, China, Nigeria, Saudi Arabia, Siria dan Malaysia. PT Indofood CBP Sukses Makmur Tbk divisi noodle Semarang merupakan salah satu cabang perusahaan dari Group Indofood divisi noodle. Perusahaan ini bergerak dalam bidang pembuatan mi instant yang siap saji dan dikemas bersama bumbu dan minyaknya, kemudian didistribusikan ke wilayah DIY dan Jawa Tengah. Produk yang dihasilkan antara lain mi instant dengan merk Indomi, Supermi, Sarimi, dan Sakura dalam berbagai macam rasa.
C. Observasi 6
Hasil dari observasi kunjungan ke PT Indofood CBP Sukses Makmur Tbk kemarin yaitu antara lain penerapan K3 di PT Indofood CBP Sukses Makmur Tbk sudah bagus, dan hampir semua penerapan K3 di PT Indofood CBP Sukses Makmur Tbk telah terlaksana. Kesadaran dari pekerja untuk mematuhi peraturan K3 yang telah dibuat juga sudah cukup bagus. Di PT Indofood CBP Sukses Makmur Tbk diberlakukan pemberian awarding untuk pekerja yang bekerja dengan baik dan mematuhi peraturan yang berlaku di perusahaan tersebut. Sebaliknya pemberian punishment bagi pekerja yang tidak menaati peraturan perusahaan yang berlaku khususnya peraturan sistem K3 di perusahaan tersebut. Pada 21 Maret 1998 PT Indofood CBP Sukses Makmur Tbk memperoleh sertifikat manajemen mutu ISO versi 9001 yang diserahkan di Jakarta. Selain itu di PT Indofood ini telah diterapkan pula SMAP, SML, dan SMK3. Setiap bulan akan dilakukan survey pasar untuk mengetahui bagaimana keadaan mi dipasaran. Jika ditemukan mi yang telah kadaluarsa akan dilakukan penarikan yang kemudian mi tersebut akan dihancurkan dan akan dijual untuk pembuatan makanan ternak. Pada bagian packing, pekerja yang melakukan packing tidak hanya melakukan packing namun juga melihat kode produksi pada kemasan mi tersebut telah sesuai dengan standar atau belum. Jika sudah sesuai akan dilakukan pendistribusian. Namun, jika belum sesuai maka kemasan mi tersebut akan dibuka kembali dan dilakukan penghancuran. Pengelolaan IPAL di PT Indofood CBP Sukses Makmur Tbk juga sudah baik, bahkan hasil IPAL di perusahaan ini memiliki sertifikat halal. Yang menandakan memang limbah yang dihasilkan memang limbah yang baik. Didalam ruangan produksi tidak diizinkan untuk memotret. Dan juga bagi pengunjung yang berkunjung ke PT Indofood CBP Sukses Makmur Tbk ini akan diberikan rompi untuk dikenakan selama melakukan kunjungan yang berfungsi sebagai identitas.
7
BAB IV PEMBAHASAN A. Proses Produksi 1. Pencampuran (Mixing) Proses mixing adalah proses pencampuran dan pengadukan material-material yang terdiri dari material tepung dan air alkali (campuran antara air dan beberapa ingredient yang ditentukan) sehingga diperoleh adonan yang merata atau homogen. Mutu adonan yang baik adalah yang tidak lembek atau dengan kata lain memiliki kadar air sebesar 32% sampai dengan 34%. Proses pencampuran ini berlangsung kurang lebih selama 15 menit dengan suhu 350C.
2. Pengepresan (Pressing) Selain adonan menjadi homogen, campuran tersebut masuk ke dalam mesin pengepres adonan. Di dalam mesin pengepres, adonan melalui beberapa roll press. Adonan akan mengalami peregangan pada saat dipress dan terjadi relaksasi pada saat keluar dari roll press. Hal ini terjadi beberapa kali pada saat melalui roll press sehingga terbentuk lembaran yang lembut, homogen, elastik, dan tidak terputus dengan ketebalan tertentu. Tebal lembaran yang dihasilkan bergantung dengan jenis mesin yang digunakan. Rataan tebal lembaran yang dihasilkan adalah 1,12 – 1,18 mm.
3. Pembentukan Untaian (Slitting) Suatu proses pemotongan lembaran adonan menjadi untaian mi dan kemudian siap dibentuk gelombang mi. Selanjutnya untaian mi tersebut dilewatkan ke dalam suatu laluan berbentuk segi empat yang disebut waving net, sehingga terbentuk gelombang mi yang merata dan terbagi dalam beberapa jalur.
4. Pengukusan (Steaming) 8
Proses selanjutnya adalah proses pegukusan untaian mi yang keluar dari slitter secara kontinu dengan menggunakan stream box atau mesin yang memiliki tekanan uap yang cukup tinggi dengan suhu tertentu. Proses pengukusan akan berlangsung selama dua menit dengan suhu pemanasan ± 65oC. Tujuannya adalah memasak mi mentah menjadi mi dengan sifat fisik padat. Dalam proses streaming ini akan terjadi proses gelatinisasi pati dan koagulasi gluten, yang menyebabkan gelombang mi bersifat tetap dan memiliki tekstur lembut, lunak, elastis, dan terlindungi dari penyerapan minyak yang terlalu banyak pada proses penggorengan atau frying.
5. Pemotongan dan Pencetakan (Cutting and Folder) Pemotongan dan pencetakan adalah suatu proses memotong lajur mi pada ukuran tertentu dan melipat menjadi dua bagian sama panjang, kemudian mendistribusikannya
ke
mangkok
penggorengan.
Mi
dipotong
dengan
menggunakan alat berupa pisau yang berputar.
6. Penggorengan (Frying) Proses penggorengan adalah suatu proses merapikan mi didalam mangkok pengorengan, kemudian merendamnya di dalam media penghantar panas. Dalam hal ini minyak olein atau minyak goreng pada suhu tertentu dalam waktu tertentu. Tujuan dari proses penggorengan adalah untuk mengurangi kadar air dalam mi dan pemantapan pati tergelatinisasi. Kadar air setelah penggorengan adalah 4% sehingga mi menjadi matang, kaku dan awet.
7. Pendinginan (Cooling) Ruangan pendingin mi adalah ruangan atau lorong yang terdiri dari sejumlah kipas untuk menghembuskan udara segar ke mi-mi yang dilewatkan dalam ruangan tersebut. Tujuan proses pendinginan adalah untuk mendinginkan mi panas yang keluar dari proses penggorengan hingga diperoleh suhu ± 30°C sebelum dikemas dengan etiket. Dengan diperolehnya suhu mi yang rendah sebelum dikemas maka mi akan lebih awet untuk disimpan dalam etiket selama beberapa waktu dan menghindari penguapan air yang kemudian menempel pada permukaan bagian dalam etiket yang dapat menyebabkan timbulnya jamur. Lamanya proses pendinginan adalah kurang lebih dua menit.
8. Pengemasan (Packing)
9
Proses yang terakhir dalam produksi mi adalah pengemasan atau packing. Pengemasan mi adalah proses penyatuan dan pembungkusan mi, bumbu, minyak bumbu dan solid ingredient lainya dengan menggunakan etiket sesuai dengan standar yang telah ditetapkan. Setelah dikemas, selanjutnya mi tersebut akan dimasukkan ke dalam karton. Setelah mi dimasukkan ke dalam karton seluruhnya, karton akan direkatkan dan kemudian menuju gudang untuk disalurkan.
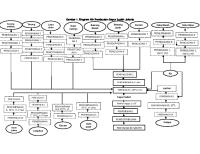
B. Diagram Alir Proses Produksi
Pengepresan (Pressing) Tepung Pengayakan Mixing
Pembentukkan Untaian Mie (slitting)
Pengukusan (Steaming) Bahan Tambahan Lainnya Pemotongan dan Pencetakan (Cutting and Folder)
Penggorengan (Frying)
Pendinginan (Cooling)
Rusak Sortir
Pengemasan (Packing)
Gudang 10
Distribusi
C. Faktor Bahaya 1. Faktor bahaya fisik a. Kebisingan Jenis kebisingan yang ada di PT Indofood CBP Sukses Makmur Tbk divisi noodle Semarang adalah kebisingan yang kontinu (dari mesin-mesin produksi). b. Penerangan Untuk memenuhi kebutuhan pencahayaan di PT Indofood CBP Sukses Makmur Tbk menggunakan sumber penerangan alami (lampu TL) dan buatan (jendela), warna dinding pada ruang produksi berwarna hijau namun catnya sudah bladus sehingga tidak membantu untuk memantulkan sinar. Penerangan yang baik sangat dibutuhkan untuk proses produksi di PT Indofood CBP Sukses Makmur Tbk dengan waktu pemaparan 7,5-8,5 jam per hari dan 40 jam seminggu sesuai dengan jam kerja dengan beban kerja sedang dan obyek kerja bergerak sedang. Penggunaan penerangan buatan yaitu berupa lampu dibutuhkan pada siang maupun malam hari. c. Tekanan Panas Sumber tekanan panas selain berasal dari lingkungan kota semarang yang panas, namun juga berasal dari proses produksi, yaitu pada bagian pressing dan frying dengan beban kerja sedang dengan lama waktu pemaparan 7,5-8,5 jam sehari dan 40 jam seminggu, namun pada proses frying tenaga kerja hanya melakukan pengecekan terhadap pannel control sehingga tidak sepenuhnya berada di ruang frying selama bekerja.untuk mengurangi tekanan panas maka perusahaan menyediakan air minum dalam galon yang bisa dikonsumsi setiap saat. Ventilasi selain dari lubang blower juga berasal dari ventilasi alami. 11
Pengukuran terhadap tekanan panas belum dilakukan sepenuhnya oleh PT Indofood CBP Sukses Makmur Tbk. d. Getaran Sumber getaran berasal dari mesin screw. Mesin screw diletakan pada papan seperti panggung jadi tenaga kerja hanya terkena getaran pada saat penuangan tepung dalam 25 25 screw. Selaim itu usaha yang dilakuakan perusahaan untuk meminimalkan bahaya getaran terhadap tenaga kerja yaitu dengan pemberian pelindung alat vital atau spotter dan juga pemberian makanan tambahan berupa susu. Pengukuran terhadap getaran belum dilakukan sepenuhnya oleh PT Indofood CBP Sukses Makmur Tbk.
2. Faktor Bahaya Kimia a. Debu Sumber debu berasal dari pembongkaran tepung dari truk, gudang tepung, gudang batubara, dan pada saat penuangan tepung dalam screw. Intensitas debu yang paling banyak pada pembongkaran tepung dari truk ke gudang tepung. APD yang disediakan bagi tenaga kerja bongkar tepung yaitu masker kain. Pengendalian secara khusus terhadap faktor bahaya debu belum dilakukan, masih banyak tenaga kerja yang tidak mengenakan masker saat bekerja, namun tidak ada sosialisasi atau tindakan tegas yang dilakukan perusahaan dengan alasan tenaga kerja bongkar tepung adalah tenaga kerja out sourching. b. Bahan-bahan Kimia Dalam proses produksinya bahan-bahan kimia di PT Indofood CBP Sukses Makmur Tbk tidak begitu menonjol, karena PT Indofood CBP Sukses Makmur Tbk hanya memproduksi mi (noodle) tanpa bumbu atau sauce sehingga hanya menggunakan bahan-bahan kimia relatif sedikit. 3. Faktor Bahaya Biologi a. Bakteri Sumber dari bakteri yaitu tenaga kerja yang kontak secara langsung dengan bahanbahan produksi atau hasil produksi. Karena PT Indofood CBP Sukses Makmur Tbk adalah perusahaan yang bergerak dibidang makanan ringan yang harus memperhatikan kebersihan produknya maka PT Indofood
12
CBP Sukses Makmur Tbk menyediakan dan mewajibkan semua tenaga kerja untuk mencuci tangan dengan alkohol sebelum memasuki ruang produksi. b. Binatang Penyebar Penyakit Sumber dari binatang penyebar penyakit berasal dari hewan pengerat atau tikus, sehingga PT Indofood CBP Sukses Makmur Tbk menyediakan alat environment check disetiap ruangan untuk mendeteksi adanya tikus yang kemudian dimusnahkan.
D. Potensi Bahaya 1. Potensi bahaya pada proses pencampuran (mixing)
Debu yang dihasilkan sewaktu penuangan tepung dalam screw dapat terhirup oleh pekerja dan dapat memnyebabkan terganggunya proses pernafasan.
Getaran yang disebabkan oleh mesin screw dapat menyebabkan gangguan Hand Arm Vibration dimana hal tersebut akan mempengaruhi kesehatan pekerja dan akan mengurangi keefektifan kinerja dari pekerja
2. Potensi bahaya pada proses pengepresan (pressing)
Tekanan suhu udara yang tinggi pada proses pengepressan dapat memicu heat stress
Kecelakaan kerja yang mungkin terjadi yaitu seperti tangan pekerja masuk dan terjepit mesin pengepressan.
3. Potensi bahaya pada proses pembentukan untaian mi (slitting)
Kecelakaan yang dapat terjadi yaitu terjepit oleh mesin produksi tersebut
4. Potensi bahaya pada proses pengukusan (steaming)
Tekanan suhu udara yang tinggi pada proses pengepressan dapat memicu heat stress
Terpapar uap dan suhu yang panas sehingga dapat menyebabkan penyakit akibat kerja seperti kulit dapat melepuh dan mual akibat suhu yang tinggi dalam proses produksi tersebut.
5. Potensi bahaya pada proses Pemotongan dan Pencetakan
Kecelakaan kerja dapat terjadi karena kelalaian oleh pekerja sehingga dapat menyebabkan tangan pekerja dapat terjepit ataupun tergores mesin produksi tersebut.
6. Potensi bahaya pada proses penggorengan (frying) 13
Para pekerja dapat terkena minyak panas apabila terjadi tumpahan atau pada saat terjadi kerusakan alat.
Dapat menyebabkan tingkat heat stress yang tinggi terhadap para pekerja.
7. Potensi bahaya pada proses pendinginan (cooling)
Pencahayaan yang kurang pada proses ini dapat mengganggu penglihatan para pekerja.
Dapat meningkatkan tingkat stress kerja pada pekerja karena tidak terlalu banyak melakukan aktivitas sehingga kegiatan bersifat monoton.
8. Potensi bahaya pada saat proses pengemasan (packing)
Para pekerja dapat terjepit mesin yang bergerak membawa barisan mi yang berasal dari proses packing pemberian kemasan
Terpapar debu yang terbawa oleh kardus yang mana debu tersebut adalah debu halus.
Mengalami masalah ergonomic karena pada proses ini para pekerja pada posisi duduk dan apabila posisi duduk kurang baik maka dapat menyebabkan nyeri pada tulang belakang selain itu para pekerja yang melakukan pengangkatan tumpukan kardus dapat mengalami nyeri punggung jika kurang teapt dalam proses pengangkatan.
E. Safety & Environmental 1. Kebijakan Terhadap K3 (Keselamatan dan Kesehatan Kerja) PT Indofood CBP Sukses Makmur Tbk menyediakan kondisi kerja yang aman dan nyaman bagi seluruh karyawan yang bekerja, menjamin standar keselamatan industri yang tinggi, dan terus berupaya mengurangi tingkat kecelakaan kerja. Selain itu kebijakan K3 yang dilaksanakan PT Indofood CBP Sukses Makmur Tbk yaitu dengan memasang tulisan berisi Undang-undang No. 1 tahun 1970 tentang Keselamatan Kerja di kantor P2K3.
2. Kebijakan Terhadap Lingkungan PT Indofood CBP Sukses Makmur Tbk dalam melaksanakan kebijakan terhadap lingkungan dengan menyusun rancangan dengan mempertimbangkan faktor lingkungan di setiap tahap pembuangan limbah, operasi dan pemasaran produk dengan tetap berupaya mengurangi dampak lingkungan industri dengan menekankan pada tindakan pencegahan polusi dan memilih teknologi yang bersih 14
dan meminimalkan polusi yang tidak terduga, memastikan kontrol yang tetap atas bahan buangan limbah dan segala sesuatu yang terlepas ke atmosfer. Pelaksanaan kebijakan K3 dilapangan dilakukan oleh tim P2K3.
3. Program-program K3 Program K3 yang diterapkan di lingkungan PT Indofood CBP Sukses Makmur Tbk adalah : a. Training K3 Rutin dilakukan 1 tahun sekali atau setiap ada kesempatan dan kebutuhan untuk training K3. b. Penyuluhan K3 Melalui safety talk yang dilaksanakan setiap hari secara rutin sebelum kartyawan memulai pekerjaannya. c. Kampanye K3 Secara visual melalui poster-poster K3, spanduk K3 dan bendera K3 yang dipasang di area perusahaan. d. Pemasangan warning sign dan safety sign Pemasangan dilakuan di area atau lokasi tertentu yang berotensi menimbulkan bahaya
4. Alat pelindung diri Dalam penyediaan APD departemen GAS bertugas dalam pembeliannya, penggantian APD dilakukan dalam 1 tahun sekali atau saat APD sudah tidak berfungsi lagi (rusak). Perawatan APD dilakuakn oleh masing-masing bagian atau karyawan. APD yang disediakan oleh PT Indofood CBP Sukses Makmur Tbk adalah : a. Safety Shoes Terbuat dari baja, yang berfungsi untuk melindungi kaki dari kejatuhan, misalnya bagian gudang, produksi, supply, dan operator forklift. b. Masker Kain Digunakan oleh tenaga kerja bagian produksi, bongkar tepung, gudang tepung, screw, pressing dan gudang batubara. c. Ear Muff atau Ear Plug Berfungsi untuk melindungi tenaga kerja dari intensitas kebisingan yang melebihi NAB kebisingan. Ear muff digunakan oleh tenaga kerja bagian penggilingan mie scrape sedangkan ear plug digunakan oleh tenaga kerja bagian gudang batubara. 15
d. Sarung tangan Terbuat dari bahan kain dan kulit, yang berfungsi untuk melindungi tangan dan jari. Digunakan oleh tenaga kerja teknik, workshop, utility, dan field e. Googles, kaca mata, dan face shield Berfungsi untuk melindungi mata dan wajah saat grinding serta pekerjaan mengelas. Digunakan oleh tenaga kerja bagian teknik dan workshop. f. Mask respirator Yang berfungsi untuk melindungi pernafasan tenaga kerja dari bahan-bahan kimia beracun. Digunakan oleh tenaga kerja bagian teknik dan batubara.
5. Kebijakan terhadap lingkungan PT Indofood CBP Sukses Makmur Tbk dalam melaksanakan kebijakan terhadap lingkungan dengan menyusun rancangan dengan mempertimbangkan faktor lingkungan di setiap tahap pembuangan limbah, operasi dan pemasaran produk dengan tetap berupaya mengurangi dampak lingkungan industri dengan menekankan pada tindakan pencegahan polusi dan memilih teknologi yang bersih dan meminimalkan polusi yang tidak terduga, memastikan kontrol yang tetap atas bahan buangan limbah dan segala sesuatu yang terlepas ke atmosfer. Pelaksanaan kebijakan K3 dilapangan dilakukan oleh tim P2K3.
6. Limbah 1. Limbah Padat Limbah padat yang dihasilkan dari proses produksi adalah kardus, mie yang tidak standar, plastik, batubara, sampah padat. Limbah-limbah tersebut akan dilakukan pemantauan setiap hari. Limbah kardus dijual pada pihak luar, limbah mie digiling sebagai pakan ternak, limbah plastik dan sampah padat lainnya dibakar diarea pembakaran sampah milik PT Indofood CBP Sukses Makmur Tbk di Jl. Tambak Aji No. V. 2. Limbah Cair Limbah cair dihasilkan dari limbah kantin, limbah toilet, limbah proses produksi, limbah laboratorium. Pemantauan dilakukan setiap hari. PT Indofood CBP Sukses Makmur Tbk mempunyai unit pengolahan limbah (UPL).
F. Pemadam Kebakaran
16
Di PT Indofood CBP Sukses Makmur Tbk potensi terhadap timbulnya kebakaran cukup tinggi, maka kewaspadaan terhadap potensi bahaya kebakaran merupakan
prioritas
utama.
Penanggulangan
kebakaran
dilakukan
dengan
pemasangan alat pemadam kebakaran yakni hydrant (pilar dan valve) dan APAR. Hydrant dipasang disetiap area yang berpotensi menimbulkan bahaya. Hydrant valve dipasang didalam gedung sedangkan hydrant pilar serta siames connection berada dihalaman. Sumber energi hydrant berasal dari energi diesel pump, electric pump dan jockey pump. Sedangkan alat pemadam kebakaran jenis APAR diletakkan di titik rawan kebakaran, dengan tinggi pemasangan maksimal 120 cm dan jarak terendah 15 cm dari permukaan tanah. Hal ini agar tabung APAR tidak mudah korosi. Jenis-jenis APAR yang dipergunakan sebagai pemadam bahannya berupa dry chemical, CO2, BCF, AF 11 dan HFC 227. Pemeriksaan APAR dilakukan setiap 2 minggu sekali yang meliputi pemeriksaan segel, pen pengaman, batas expired, tekanan bar, No. APAR, area atau lokasi APAR, berat APAR dan jenis APAR. Sedangkan pemeriksaan kesiapan hydrant dilakukan 3 bulan sekali meliputi pengecekan tekanan air hydrant, kondisi atau kejernihan air hydrant serta pengecekan nozzle dengan kopling hose. Di PT Indofood CBP Sukses Makmur Tbk untuk penanggulangan kebakaran ataupun potensi bahaya yang mungkin akan timbul, maka dibentuklan tim penanggulangan kebakaran bernama FBI (Fire Brigade Indofood) dan Rescue Team yang bertugas menyelamatkan tenaga kerja dan assetaset perusahaan jika terjadi kebakaran atau bahaya lainnya diperusahaan, selain itu Rescue 38 38 Team juga melakukan bantuan sosial keluar dari perusahaan misalnya bantuan sosial untuk korban banjir atau bencana lainnya. Rescue Team berada dibawah naungan Panitia Pembina Keselamatan dan Kesehatan Kerja (P2K3).
G. Quality Control Pengendalian mutu proses produksi mi instan di PT Indofood Sukses Makmur Tbk, dilakukan dari berbagai tahap awal (penampung tepung terigu) proses produksi hingga tahap pengemas (packing) pada produk akhir proses produksi mi instan. Hal ini bertujuan agar pihak factory dapat segera mengambil tindakan perbaikan apabila terdapat penyimpangan dalam proses produksi hingga proses akhir yang dihasilkan mengalami ketidak sesuaian dengan standar yang telah ditentukan. Selain itu proses pengendalian mutu juga dilakukan pada tenaga kerja dan kondisi alat/mesin yang 17
terlibat pada proses produksi. Pengendalian mutu pada proses pembuatan mi instan di bagi menjadi beberapa tahap : 1. Pengayakan Pengendalian mutu pada proses pengayakan dilakukan dengan penilaian terhadap kapasitas mesin dan kecermatan dalam menuang tepung terigu. Kapasitas mesin pengayak ini adalah 10 sak dengan waktu 10 menit. Proses pengayakan ini bertujuan untuk mencegah kontaminasi fisik. Pengendalian mutu pengamatan secara fisik dengan uji indrawi berdasarkan warna pada tepung serta pengamatan keberadaan cemaran benda asing pada bahan melalui proses pengayakan.
2. Pencampuran (mixing) Pengendalian mutu dilakukan berupa komposisi adonan, waktu homogenitas, warna, jumlah larutan alkali dan air yang ditambahkan, adanya cemaran logam, pemeriksaan GMP dan sanitasi pada pipa/bak alkali dan kadar air adonan. Pada proses pembuatan mi instan di PT Indofood Sukses Makmur Tbk tiap flafour memiliki komposisi dan penambahan jumlah air yang berbeda sehinga memerlukan ketelitian agar diperoleh hasil akhir yang baik. 3. Roll sheeting Pengendalian mutu pada pembentukan lembaran mi yang sesuai standar harus benar-benar diperhatikan agar mi yang dihasilkan mempunyai tekstur yang baik. Salah satunya dengan cara pengaturan celah roller dan kecepatan putaran roller agar lembaran yang dihasilkan memiliki ketebalan yang sesuai standar dan lembaran mi tidak terlalu tegang maupun kendor. Untuk mengetahui apakah ketebalan lembaran mi sudah sesuai standar ataupun belum, maka bagian staff QC selalu melakukan pengecekan ketebalan lembaran yang dilakuan pada roller terakhir setiap 2jam dalam setiap shift, ketebalan lembaran tersebut adalah 1,1 mm sehinga PT Indofood CBP Sukses Makmur Tbk, melakukan perbaikan ketebalan lembaran karena sesuai dengan teori diatas bahwa semakin tipis ketebalannya maka akan terbentuk lempengan yang halus, homogen dan tidak putus. Faktor-faktor yang berpengaruh pada pengendalian proses ini yaitu : Keregangan roll sheet 18
Kebersihan 4. Slitting Pengendalian mutu pada proses slitiing yang dilakukan berupa penilaian jumlah masing-masing untaian rata-rata 83 untaian dan penilaian ketebalan mi dilakukan dengan mengunakan thickness gauge oleh staf Quality Control. Selain itu pengendalian mutu pada tahap sliter berupa penilaian kerapian gelombang dan penilaian kerapatan gelombang yang stabil. Penilaian kerapatan gelombang mi, lebar pilinan mi yang ke conveyor dapat dilakukan dengan cara kesesuaian terhadap mesin yang digunakan. Pengendalian mutu tingkat kerapian gelombang mi dapat dilakukan dengan tidak ditemukanya bentuk mi yang menyimpang dari standar. Parameter bentuk mi yang digunakan berupa bentuk mi normal bergelombang dengan kerapian yang cukup merata baik pada bagian tepi atau sisi mi maupun bagian dalam mi. 5. Steaming Pengendalian mutu pada proses steaming perlu dilakukan. Faktor yang mempengaruhi steaming secara kualitas adalah mutu steam dan kuantitas adalah jumlah steam : Mutu steam Mutu steam yang baik adalah steam basah karena dengan steam basah maka akan mempercepat fungsi pemanasan. Jumlah steam Jumlah steam berhubungan dengan panas yang diterima oleh mi. Steam merupakan media penghantar panas, sehinga apabila jumlah steam lebih besar maka panas yang berpenetrasi dalam mi akan semakin baik. 6. Shaping-folding Pengendalian mutu pada mi hasil shaping-folding dilakukan untuk menstabilkan kualitas produk dengan penilaian kecepatan potongan mi, kerapatan tumpukan mi, berat mi dan adanya cemaran. Penilaian kecepatan potongan mi dilakukan dengan cara pengaturan kecepatan pisau dan kecepatan conveyor yang digunakan. Pengecekan kecepatan alat cutter dan folding sangat mempengaruhi dari mi yang dihasilkan. Karena apabila pelipatan mi tidak sama panjang maka mi akan direject, maka sebelum alat akan digunakan untuk proses produksi staff QC harus melakukan penyetelan alat. Penilaian kerapatan tumpukan mi dapat dilakukan dengan pengaturan kesesuaian alat yang digunakan. Untuk mengetahui 19
apakah berat mi basah sesuai standar atau tidak bagian staff QC selalu melakukan penimbangan berat mi secara acak Penilaian terhadap adanya cemaran dapat dilakukan denga uji indrawi. 7. Pengorengan (frying) Pengendalian mutu pada proses frying juga dilakukan dengan penilaian waktu, suhu, level minyak goreng dan adanya cemaran. Pada proses frying penilain suhu harus diperhatikan suhu awal 100-110 0C, suhu tengah 120-awal produksi maupun selama proses berlangsung. Pada awal produksi minyak goreng lama dapat dipergunakan dengan ketentuan : QC analis melakukan analisa terhadap minyak goreng lama dengan mengunakan form FFA Fryer. Operator Fryer memakai minyak goreng lama sesuai saran QC analis. 8. Cooling Pengendalian mutu pada proses pendinginan ini dilakukan dengan penilaian suhu pendingin, waktu yang digunakan, kondisi gelombang mi dan struktur mesin pendingin.
Penilaian
suhu yang
digunakan dalam
proses
pendinginan
mengunakan suhu yang telah disesuaikan dengan kondisi/struktur mesin pendingin yang telah ditentukan. Pengendalian mutu secara organoleptik dapat dilakukan dengan penilaian warna mi, bentuk mi, adanya cemaran dan kondisi gelombang mi yang talah terjaga mulai dari proses pembentukan gelombang mi, sehingga pengendalian mutu terhadap pendingin dilakukan secara periodik melalui pengamatan 2 jam setiap shift. Pengendalian mutu pada proses pendingin juga dilakukan dengan pengambilan sampel untuk dianalisis secara kimia melalui analisa kadar air dan FFA. 9. Packing Pengendalian mutu pada proses pengemasan mi instan pada mesin packing plastik meliputi keadaan kemasan yang utuh dan tertutup rapat, laminasi kemasan kuat, suhu sealer, tercantum kode produksi yang benar dan kode kadaluwarsa, bumbu dan minyak bumbu tidak terlaminasi pada sealer, kelengkapan bumbu tidak kurang dan berat setiap kemasan sesuai dengan standar yang ditetapkan. 10. Cartoning Setelah dilakukan pengemasan primer, mi kemudian dilakukan pengemasan sekunder dengan mengunakan karton. Tiap karton berisi 40 pcs mi instan. Kardus 20
yang berisi kemudian menuju mesin lakban dan keluar melalui conveyor. Pengendalian mutu pengemasan sekunder dilakukan dengan monitoring kekuatan lakban yang digunakan. Pengendalian mutu produk akhir dilakukan dengan standar Quality manual PT Indofood Sukses Makmur Tbk Persyaratan mutu produk akhir mi instan yang dilakukan meliputi kode produksi baik di karton maupun di etiket, tidak robek, karton tidak basah, lakban yang benar-benar lengket, tertutup rapat, isi sesuai standar, etiket (kode produksi, benar, jelas dan mudah dibaca), kadar air, kadar lemak, pengecekan bumbu serta kondisi sealer tertutup baik dan rapi. Penanganan barang jadi(FG/Finish Good): 1.
Pemuatan dan pembongkaran FG dari dan ke dalam transporter/alat transportasi tidak boleh dibanting, diinjak dan diduduki/cara-cara lain yang dapat merusak produk.
2.
Penyimpanan FG dalam transporter diatur sedemikian rupa sehingga tidak merusak kemasan luar dan produknya.
3.
FG tidak boleh diangkut bersama-sama produk lain yang
dapat
mengakibatkan pencemaran/penurunan mutu. 4.
Harus ada pelindung misal, terpal/plastik, bambu, tali yang dapat menjamin keutuhan/keamanan FG salama pengangkutan.
5.
Kendaraan tidak digunakan untuk memuat barang najis/haram.
Cara penyimpanan FG yang benar yaitu :
Diletakkan diatas pallet dengan penyusunan disilang seperti anyaman tikar, berdiri tegak
Maksimal tumpukan 8 karton untuk normal noodle dan untuk lainnya disesuaikan dengan jenis dan bentuk kemasan.
FG dalam susunan satu pallet, disimpan pada lokasi yang telah dipilih dan tertulis pada kupon bukti serah terima FG.
Satu lokasi terisi oleh produk dengan jenis rasa sama.
Tumpukan produk yang rusak harus dipisahkan dari kelompok produk yang baik dan diberi tanda warna merah pada kartu status hasil pemerisakan FG.
Disusun dengan jarak antar tumpukan dengan dinding sekitar 30 cm.
21
BAB V PENUTUP A. Kesimpulan PT Indofood CBP Sukses Makmur, Tbk Divisi Noodle Semarang merupakan salah satu cabang perusahaan dari Group Indofood Divisi Noodle. Perusahaan ini bergerak dalam bidang pembuatan mi instant yang siap saji dan dikemas bersama bumbu dan minyaknya, kemudian didistribusikan ke wilayah DIY dan Jawa Tengah. Proses produksi pembuatan mi instan yaitu, pencampuran (mixing), pengepresan (pressing), pembentukan untaian mi (slitting), pengukusan (steaming), pemotongan dan pencetakan, penggorengan (Frying), pendinginan (cooling), pengemasan (packing). Terdapat potensi bahaya pada setia proses produksinya. Penerapan K3 di PT Indofood CBP Sukses Makmur sudah bagus, mulai dari program K3, pengolahan limbah, pemadam kebakaran dan hampir semua penerapan K3 di PT Indofood CBP Sukses Makmur telah terlaksana. Kesadaran dari pekerja untuk mematuhi peraturan K3 yang telah dibuat juga sudah cukup bagus.
B. Saran
22
Bagi mahasiswa untuk lebih tertiba lagi dan aktif ketika melaksanakan kunjungan industri sehingga mendapatkan tambahan ilmu dan bisa dijadikan sebagai gambaran ketika akan bekerja nantinya. Bagi perusahaan untuk lebih meningkatkan aspek keselamatan dan kesehatan kerja baik dalam proses produksi, lingkungan perusahaan, maupun untuk para pekerjanya.
LAMPIRAN
23
DAFTAR PUSTAKA Jumiati, Tri. 2009. Laporan Magang Di PT Indofood Sukses Makmur Tbk Semarang Jawa Tengah (Pengendalian Mutu Mi Instan). https://eprints.uns.ac.id ( Diakses tanggal 10 Desember 2019) Marlupiana, D. 2016. Gambaran umum PT Indofood CBP Sukses Makmur, Tbk http://eprints.undip.ac.id. (diakses tanggal 11 Desember 2019)
24