![Route Sheet [PDF]](https://pdfs.asia/img/200x200/route-sheet.jpg)
25 0 271 KB
BAB I PENDAHULUAN A. Tujuan Praktikum
praktikan dapat melakukan perhitungan kebutuhan mesin dan sumber daya manusia berdasarkan kapasitas riil industri
B. Latar Belakang Tata letak pabrik atau tata letak fasilitas dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang kelancaran proses produksi. Tata letak yang terencana dengan baik akan menentukan efisiensi dan produktivitas pekerja. Untuk meningkatkan efisiensi dan produktivitas dapat dilakukan dalam berbagai cara, salah satunya dengan melakukan penentuan jumlah mesin dan tenaga kerja yang tepat sesuai kebutuhan proses produksi. Berdasarkan hal tersebut, maka perlu dilakukan penentuan jumlah mesin atau tenaga kerja yang dapat menunjukan kebutuhan jumlah mesin dan jumlah tenaga kerja pada suatu industri yang tepat. Salah satu cara untuk melakukan perhitungan yaitu Route Sheet dan Multi Product Process Chart (MPPC). Route Sheet memberikan informasi tentang jumlah bahan yang terbuang (scrap) pada proses produksi dan menunjukan kapasitas produksi dengan memperhatikan efisiensi mesin. Sedangkan MPPC (Multiple Product Process Chart) MPPC merupakan suatu diagram yang menggambarkan langkah-langkah proses yang akan dialami oleh bahan, baik bahan baku maupun bahan tambahan. Melalui perhitungan route sheet, suatu industri akan mengetahui jumlah mesin dan tenaga kerja yang dibutuhkan sehingga tidak akan terjadi jumlah mesin yang terlalu banyak atau terlalu sedikit untuk melakukan proses produksi. Hal inilah yang menyebabkan perlunya adanya praktikum Route Sheet dan Multi Product Process Chart” dalam praktikum Tata Letak dan Penanganan Bahan.
BAB II METODOLOGI PRAKTIKUM 1. Dibuat route sheet
dibuat tabel yang yang terdiri dari 10 kolom kolom 1
: nomor operasi
kolom 2
: nama operasi
kolom 3
: nama mesin atau stasiun kerja
kolom 4
: waktu proses atau waktu baku (menit)
kolom 5
: kapasitas aktual (menit/produk)
kolom 6
:efisiensi mesin atau pekerja
kolom 7
: jumlah scrap (%)
kolom 8
: jumlah yang diharapkan
kolom 9
: jumlah harus disiapkan
kolom 10 : jumlah mesin atau pekerja teoristis data route sheet berdasarkan PPO yang dibuat
cara perhitungan dimulai dari operasi terakhir dan bekerja mundur ke operasi pertama
urutan pengisian Dimasukkan data di kolom 1,2,3,4,5,7,8 ↓ Dihitung efisiensi (kolom 6) ↓ Pada kolom 8 “jumlah diharapkan” diisi dengan jumlah produk yang dihasilkan. Volume produksi pabrik biasanya ditentukan per tahun (dg 1 tahun =50 minggu, setiap minggu= 40 jam) ↓ Kolom 9 “jumlah harus disiapkan” diperoleh dengan rumus Ks = Ka / (1 - % scrap) ↓ Nilai “jumlah harus disiapkan” pada operasi terakhir besarnya sama dengan nilai
“jumlah diharapkan” di proses operasi sebelumnya ↓ Dihitung jumlah mesin atau tenaga kerja teoritis yang dibutuhkan Ti Pi ¿= x 60 DxEi 2. membuat Multi Product Process Chart
Pada kiri kertas ditulis daftar kegiatan/proses yang harus dilalui ↓ Sepanjang baris atas ditulis komponen produk ↓ Dicatat operasi tiap bahan sesuai dengan kegiatan yang dilalui di lingkaran ↓ Lingkungan dihubungkan. Langkah balik menunjukkan kemungkinan penyusunan ulang departemen. Kesamaan pada aliran menunjukkan kebutuhan akan proses yang sama pada wilayah sama, dsb.
BAB III HASIL DAN PEMBAHASAN A. hasil 1. Route Sheet No . Op
Operasi
Mesin/SK
Waktu baku (mnt)
Kap. Aktual
Jumlah Eff Scrap diharapkan (%) % (mnt/gram) (gram)
Jumlah yang disiapkan
Jml TK teoritis
(gram)
Penggilingan 1 daging
Mesin
20
0.01
83
0
2000
2000
0.05020080321
Pengupasan 2 wortel
Pekerja
1.38
0.00690
100
5%
200
210.5263158
0.003026315789
Pemotongan 3 wortel
Pekerja
1.23
0.00615
100
0
200
200
0.0025625
Pemotongan 4 daun bawang
Pekerja
1.15
0.00575
100
0
200
200
0.002395833333
5 Pencampuran
Mesin
4.351
0.001024
86
0
4722.22222 2
4722.222222
0.01171134798
6 Pencetakan
Pekerja
16.99
0.003998
100
10%
4250
4722.222222
0.0393287037
7 Perebusan
Pekerja
18.12
0.004142
100
0
4375
4375
0.03775
8 Pendinginan
Mesin
27.12
0.006199
81
0
4375
4375
0.06975308642
Pengecapan 9 kadaluarasa
Mesin
0.72
0.00288
87
0
250
250
0.001724137931
Pengemasan dan 10 penimbangan
Pekerja
10.830
0.002342
100
0
4625
4625
0.0225625
11 Vackum sealing
Mesin
5.420
0.001172
40
0
4625
4625
0.02822916667
2.
Multi Product Process Chart
B. Pembahasan Route sheet atau routing sheet adalah tabulasi langkah-langkah yang dicakup dalam memproduksi komponen-komponen tertentu dan perincian untuk hal-hal yang berkaitan. Route sheet berguna untuk menentukan bahan baku yang harus disiapkan dan jumlah mesin teoritis yang tersedia pada kapasitas tertentu (Mulyanto dkk, 2017). Route sheet biasanya digunakan jika ada kasus baru seperti 1) ada produk yang baru dan tidak termasuk dalam salah satu kelompok produk yang ada. 2) proses standar yang ada untuk produk tertentu tidak memadai dan memerlukan modifikasi yang sesuai (Antić et al, 2017) Prinsip kerja dari route sheet ini yaitu merubah bahan baku menjadi produk yang dikehendaki dimana untuk itu beberapa informasi harus menyertai didalam langkah ini yaitu nama dan komponen yang akan dibuat, nomor dari gambar kerja dari komponen tersebut, macam operasi kerja dan nomor operasinya, mesin dan peralatan produksi yang dipakai, serta waktu standar yang ditetapkan untuk masing-masing operasi kerja (bahtiar, 2020). Dari hasil perhitungan route sheet diperoleh hasil pada stasiun kerja yang dilakukan secara dengan efisiensi. Jumlah produk disiapkan gram dengan kapasitas aktual. Sedangkan scrap dan jumlah yang diharapkan sehingga jumlah tenaga teoristis Multi Product Process Chart (MPPC) adalah diagram yang menunjukkan urutanurutan proses untuk masing-masing komponen yang akan diproduksi. Informasi yang dapat diperoleh dari MPPC ini adalah jumlah mesin aktual yang dibutuhkan. Dengan dasar Multi Product Process Chart (MPPC), dapat dihitung kebutuhan jumlah mesin yang diperlukan untuk melaksankan masing-masing operasi. Dihitung dari proses paling awal, hitung waktu set up dan waktu proses, sehingga diketahui jumlah produk yang bisa dihasilkan oleh mesin tersebut dalam 1 jam (Arif, 2017) Manfaat dari membuat Multi Product Process Chart (MPPC) yaitu: 1. Menganalisa efisiensi lintasan dengan menilai ada tidaknya arus balik pada tiap lintasan 2. Untuk meningkatkan efisiensi lintasan dengan meminimumkan backtracking 3. Memahami aliran proses tiap jenis komponen dan mengetahui jumlah mesin teoristis yang dibutuhkan untuk tiga jenis komponen 4. Mengetahui jumlah total mesin yang akan digunakan (Arif, 2017) Ada dua faktor yang dapat mempengaruhi laju produksi yang telah ditentukan. Yang pertama adalah keberadaan skrap yang dihasilkan dari proses produksi dan yang kedua adalah efisiensi produksi. Faktor pertama, skrap, perlu diperhatikan dalam perhitungan jumlah bahan baku yang disiapkan. Dan faktor kedua, perlu dipertimbangkan dalam perhitungan jumlah mesin vang diperlukan untuk memenuhi seluruh pesanan.
Lampira n
PERHITUNGAN a. Jumlah Yang Disiapkan Rumus Ks=
ka (1−%scrap)
Ks = jumlah yang harus disiapkan (gram) Ka = Jumlah diharapkan (gram) 1. SK Penggilingan Daging 2000 %penggilingan= x 100 % 4722.222222 %penggilingan=0.4235294118 % Ka= 0.4235294118 % x 4722.222222 Ka= 2000 gram 2000 ks= ( 1−0 % ) ks=2000 gram 2. Pengupasan Wortel 200 ks= ( 1−5 % ) ks=210.5263158 gram 3. Pemotongan Wortel 200 %pemotongan= x 100 % 4722.222222 %pemotongan=0.04235294118 % Ka= 0.04235294118 % x 4722.222222 Ka= 200 gram 200 ks= ( 1−0 % ) ks=200 gram 4. Pemotongan Daun Bawang 200 %pemotongan= x 100 % 4722.222222 %pemotongan=0.04235294118 % Ka= 0.04235294118 % x 4722.222222 Ka= 200 gram 200 ks= ( 1−0 % ) ks=200 gram 5. Pencampuran 4722.222222 ks= (1−0 % ) ks=4722,222222 gram 6. Pencetakan
4375 x 100 % 4625 %pencetakan=0.9714285714 % Ka= 0.9714285714 % x 4375 Ka= 4250 gram 4250 ks= ( 1−10 % ) ks=4722.222222 gram 7. Perebusan 4375 ks= ( 1−0 % ) ks=4375 gram 8. Pendinginan 4375 %pendinginan= x 100 % 4625 %pengecapan=0.9459459459 % Ka= 0.9459459459 % x 4625 Ka= 4375 gram %pencetakan=
4375 ( 1−0 % ) ks=4375 gram 9. Pengecapan kadaluarsa 250 %pengecapan= x 100 % 4625 %pengecapan=0.05405405405 % Ka= 0.05405405405 % x 4625 Ka= 250 gram 250 ks= ( 1−0 % ) ks=250 gram 10. Pengemasan dan penimbangan 4625 ks= ( 1−0 % ) ks=4625 gram 11. Vacuum sealing 4625 ks= ( 1−0 % ) ks=4625 gram ks=
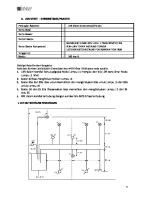
b. Perhitungan Jumlah Mesin/Tenaga Kerja Teoritis Rumus: Ni =
Ti Pi x 60 D x Ei
Ni : jumlah mesin atau enaga kerja teoritis Ti : kapasitas aktual (menit/gram) Pi : jumlah harus disiapkan (produk/hari)
60 : konversi jam ke menit (menit/jam) D : waktu operasi kerja/periode (jam/hari) Ei : efisiensi mesin atau pekerja
1. SK Penggilingan daging Ni =
20/2000 2000 x = 0.0502 60 8 x 0.83
2. SK Pengupasan wortel Ni =
1.38/200 210.526 x = 0.0030 60 8 x1
3. SK Pemotongan wortel 1.23/200 200 x = 0.0026 60 8 x1
Ni =
4. SK Pemotongan daun bawang 1.15/200 200 x = 0.0024 60 8 x1
Ni =
5. SK Pencampuran Ni =
4.351/4250 4722.222 x = 0.0117 60 8 x 0.86
6. SK Pencetakan Ni =
16.99/4250 4722.222 x = 0.0393 60 8 x1
7. SK Perebusan Ni =
18.12/4375 4375 x = 0.0378 60 8 x1
8. SK Pendinginan Ni =
27.12/4375 4375 x = 0.0698 60 8 x 0.81
9. SK Pengecapan Kadaluarsa Ni =
0.72/250 250 x = 0.0017 60 8 x 0.87
10. SK Pengemasan dan penimbangan Ni =
10.830/4625 4625 x = 0.0226 60 8 x1
11. SK Vaccum sealing Ni =
5.420/4625 4625 x = 0.0282 60 8 x 0.4