![Job Sheet 1F kumpul-GMAW [PDF]](https://pdfs.asia/img/200x200/job-sheet-1f-kumpul-gmaw.jpg)
15 0 286 KB
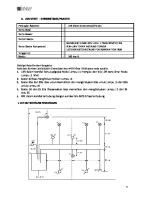
JOB SHEET TEKNIK LAS GMAW SMKN NEGERI 1 TELUK KUANTAN
MENGELAS PELAT BAJA LUNAK SAMBUNGAN FILLET PLAT-PLAT POSISI DOWN HAND (1F/PA) Kelas: XI
Semester: Ganjil
420 menit
KODE : TL.GTAW.01
200
100
10 10
GMAW PJP
30
100
45°
3
BATU GERINDA
100 x 16 x 6 mm dan 100 x 16 x 3 mm
2
WELDING WIRE
ER 70S-6 0,8 mm
1
BAJA KARBON RENDAH
200 x 100 x 8 mm x 2 pcs
NOMOR SKALA DIGAMBAR
BAHAN/MATERIAL -
SPESIFIKASI TANGGAL
KETERANGAN
2022
DIPERIKSA
MENGELAS SAMBUNGAN FILLET PLAT-PLAT POSISI DOWN HAND (1F/PA)
KOMPETENSI KEAHLIAN TEKNIK PENGELASAN
TAHUN 2022
a. Kompetensi Dasar
Melakukan pengelasan pelat dengan pelat pada sambungan sudut dan tumpul posisi di bawah tangan, posisi mendatar dan posisi vertikal dengan Gas Metal Arc Welding (GTAW).
b. Sub Kompetensi Dasar
Mengelas Pelat Baja lunak Sambungan sudut (sambungan T/fillet), posisi down hand (1F/PA) dengan Proses GMAW
c. Tujuan
1. Peserta didik dapat menyiapkan material (base metal) untuk sambungan T (fillet), posisi down hand (1F/PA) 2. Peserta didik dapat menyiapkan dan menggunakan peralatan utama dan peralatan bantu las GMAW. 3. Peserta didik dapat menyiapkan elektroda yang akan digunakan untuk mengelas pelat baja lunak sambungan T (fillet), posisi down hand (1F/PA) 4. Peserta didik dapat mengidentifikasi dan menggunakan alat-alat keselamatan kerja untuk proses las GMAW 5. Peserta didik dapat mengeset mesin las GMAW untuk mengelas pelat baja lunak sambungan sambungan T (fillet), posisi down hand (1G/PA) 6. Peserta didik dapat mengelas pelat baja lunak sambungan T (fillet), posisi down hand (1F/PA) sesuai prosedur dan gambar kerja 7. Peserta didik dapat mengidentifikasi cacat las yang terjadi pada hasil pengelasan pelat baja lunak
d. Peralatan dan Bahan
1. Peralatan a. Alat utama: Mesin las AC b. Alat bantu: meja las, gerinda tangan, palu terak, kikir, sikat baja, smithtang, thermos elektroda, penggores, penitik, palu konde, pahat tanga c. Alat ukur : mistar baja, mistar siku, jangka sorong, dan welding gauge. d. Peralatan keselamatan kerja atau alat pelindung diri (APD) : 1) Topeng las (Head shield) 2) Pelindung dada (Apron) 3) Pelindung lengan (Welding sleeve) 4) Pelindung kepala (Welding head) 5) Kaos tangan 6) Kacamata bening 7) Masker 8) Pelindung telinga 9) Safety shoes 2. Bahan Plat baja karbon rendah 200 mm x 100 mm x 10 mm dua buah dan ER 70S-6
e. Keselamatan Kerja 1. 2. 3. 4. 5. 6. 7. 8. 9.
f.
Pastikan peralatan atau perlengkapan las layak untuk digunakan / tidak dalam kondisi rusak. Pastikan memakai alat pelindung diri dengan benar (terutama kap las dengan ukuran/nomor kaca yang tepat). Pastikan benda yang akan di las terjepit dengan kencang/keras (tidak ada kemungkinan jatuh). Pastikan alat pelindung diri yang dipakai dalam kondisi layak dan lengkap. Pastikan terak dan spatter tidak meloncat ke mata/wajah dan badan, saat membersihkan terak. Pastikan holder elektroda mempunyai tempat terisolasi saat mesin las masih nyala. Pastikan personil yang ada disekitarnya tidak terganggu dengan sinar dan cahaya las yang terjadi. Pastikan terdapat ventilasi yang cukup untuk membuang gas dan asap las. Pastikan tempat kerja las bersih dari segala kotoran dan bersih dari benda yang mudah meledak/terbakar.
Langkah Kerja
1. 2. 3. 4. 5. 6. 7. 8. 9.
10. 11. 12. 13. 14. 15. 16. 17.
Oven elektroda dengan menggunakan thermos elektroda. Bersihkan bahan dengan sikat baja. Rapikan setiap tepi benda kerja dengan menggunakan kikir atau mesin gerinda. Letakkan benda kerja di atas meja las. Pasang kabel masa pada meja las. Pasang elektroda pada holder las. Atur arus listrik pada 80 s.d. 125 Ampere. Ikatlah (tack weld) kedua bahan baja karbon rendah membentuk sambungan fillet pada kedua ujungnya (lihat Gambar 1). Bersihkan jalur 1 dengan mesin gerinda tangan dan sikat baja.sepanjang ±160 mm dan sisanya bersihkan palu terak dan sikat baja. Atur arus listrik pada 90 s.d. 110 Ampere. Buatlah jalur 2 (filler pass) dengan ayunan (weeving) 'Z’ sepanjang 160 mm dengan work angle 45° dan travel angle 80°. Bersihkan jalur 2 dengan mesin gerinda tangan dan sikat baja sepanjang ± 120 mm dan sisanya bersihkan dengan palu terak dan sikat baja. Buatlah jalur 3 (cover pass) dengan ayunan (weaving) 'Z’ sepanjang 120 mm dengan work angle 45° dan travel angle 80°. Bersihkan terak dengan palu terak dan sikat baja. Bersihkan spatter dengan pahat tangan. Beri tanda benda kerja sesuai dengan nomor urut absensi anda. Serahkan benda kerja hasil praktik anda pada guru atau instruktur.
g. Perhatian 1. 2. 3.
Selama proses pengelasan tidak diperbolehkan merubah posisi benda kerja Penggerindaan dilakukan dengan posisi benda tetap terjepit Waktu pengerjaan benda kerja mulai perssiapan sampai selesai selama 300 menit
h. Lampiran Ilustrasi Proses Las Posisi 1F Elektroda ER 70S-6 45° (Work angle)
Jalur 3 (cover pass) Jalur 2 (filler pass)
Benda kerja
Jalur 1 (root pass) Tack weld
Gambar 1. Posisi elektroda las fillet satu sisi 80° (Travel angle) Jalur 1 (root pass) Jalur 2 (filler pass)
Work Angle 45°
Jalur3 (cover pass)
Gambar 2. Urutan deposit las dan posisi elektroda
LP-1
LEMBAR PENILAIAN PRAKTIK LAS GMAW
MENGELAS PELAT BAJA LUNAK SAMBUNGAN FILLET POSISI 1 F TEBAL PLAT 8 mm Satuan Pendidikan Kompetensi Keahlian Kode Job Sheet Alokasi Waktu Bentuk Tugas
Nama Siswa Kelas No I
II
III
IV
: : : : :
SMKN 1 Teluk Kuantan Teknik Pengelasan TL.GMAW-02 @ 420 menit Penugasan Praktik Perorangan
: ............................................................... : XI Teknik Pengelasan Komponen/Sub komponen Penilaian
Persiapan Kerja 1.1 Kelengkapan peralatan 1.2 Kelengkapan bahan praktek Skor Komponen : Proses (Sistematika & Cara Kerja) 2.1 Menghubungkan dan mengeset peralatan pengelasan 2.2 Mengelas material dengan proses yang benar sesuai standar Skor Komponen : Hasil Kerja 3.1 Tampilan 3.1.1 Keseragaman tinggi leher las 3.1.2 Keseragaman panjang kaki las 3.1.3 Keteraturan rigi las 3.1.4 Kebersihan hasil las 3.2 Ukuran Las 3.2.1 Tinggi leher las 3.2.2 Panjang kaki las 3.2.3 Distorsi / Perubahan bentuk 3.3 Cacat Las 3.3.1 Undercut 3.3.2 Over lapp 3.3.3 Percikan las (spatter) Skor Komponen : Sikap Kerja 4.1 Penggunaan alat tangan dan alat ukur 4.2 Keselamatan kerja Skor Komponen :
Pencapaian Kompetensi Ya Tidak 7,0-7,9 8,0-8,9 9,0-10
No
Komponen/Sub komponen Penilaian
V
Waktu 5.1 Waktu penyelesaian praktik Skor Komponen :
Pencapaian Kompetensi Ya Tidak 7,0-7,9 8,0-8,9 9,0-10
Perhitungan nilai praktik/unjuk kerja (NUK) : Prosentase Bobot Komponen Penilaian
Bobot (%) Skor Komponen NK
Persiapan 1
Proses 2
Sikap Kerja 3
Hasil 4
Waktu 5
10
15
30
40
5
Nilai Unjuk Kerja (NUK) ∑ NK 6 Ʃ NK NUK = 100
Keterangan: Bobot diisi dengan prosentase setiap komponen. Besarnya prosentase dari setiap komponen ditetapkan secara proposional sesuai karakteristik program keahlian. Jenis komponen penilaian (persiapan, proses, sikap kerja, hasil, dan waktu) disesuaikan dengan karakter program keahlian. NK = Nilai Komponen, perkalian dari bobot dengan skor komponen NUK = penjumlahan dari hasil perhitungan nilai komponen NUK ≥ KKM, siswa kompeten teknik las GMAW NUK < KKM, siswa belum kompeten teknik las GMAW, masuk program remedial.
Mengetahui Kepala Sekolah
Teluk Kuantan, Juli 2022 Guru mapel,
Hurdisman, S,Pd Nip. 196908041994121002
Imbang Putra, ST Nip. 198111162010011012
RUBRIK PENILAIAN PRAKTIK GMAW
MENGELAS PELAT BAJA LUNAK SAMBUNGAN FILLET POSISI 1F TEBAL PLAT 8 mm Satuan Pendidikan : (SMK) Kompetensi Keahlian Kode Job Sheet : Alokasi Waktu : Bentuk Tugas : No. 1.
Komponen/Sub komponen Penilaian Persiapan Kerja 1.1 Kelengkapan peralatan
1.2 Kelengkapan bahan praktek
2.
Proses (Sistematika & Cara Kerja) 2.1 Menghubungkan dan mengeset peralatan pengelasan
2.2 Mengelas material dengan proses yang benar sesuai dengan standar AWS D1.1
Sekolah Menengah Kejuruan : Teknik Pengelasan TL.GMAW-02 @ 300 menit Penugasan Praktik Perorangan Indikator
Peralatan lengkap dan penyimpanan tertata dengan rapih Peralatan lengkap dan penyimpanan kurang tertata dengan rapih Peralatan lengkap dan penyimpanan tidak tertata dengan rapih Peralatan tidak lengkap Bahan praktek disiapkan dengan benar sesuai prosedur standar Bahan praktek tidak disiapkan dengan benar sesuai prosedur standar Bahan praktek disiapkan dengan benar kurang sesuai prosedur standar Bahan praktek tidak lengkap
Mesin las dan peralatan diset dengan benar Mesin las dan peralatan diset kurang benar Mesin las dan peralatan tidak diset dengan baik Mesin las dan perlengkapannya tidak diset Benda kerja dilas sesuai dengan standar AWS D1.1 Benda kerja dilas kurang sesuai dengan standar AWS D1.1 Benda kerja dilas tidak mempergunakan standar AWS D1.1 Benda kerja tidak dikerjakan
Skor
9,0-10 8,0-8,9 7,0-7,9 Tidak 9,0-10 8,0-8,9 7,0-7,9 Tidak
9,0-10 8,0-8,9 7,0-7,9 Tidak 9,0-10 8,0-8,9 7,0-7,9 Tidak
No. 3.
Komponen/Sub komponen Penilaian
Indikator
Skor
Hasil Kerja 3.1 Aspek tampilan Keseragaman tinggi leher las
100% seragam 85% seragam 70% seragam < 70%
9,0-10 8,0-8,9 7.0-7,9 Tidak
Keseragaman Panjang kaki las
100% seragam 85% seragam 70% seragam < 70%
9,0-10 8,0-8,9 7.0-7,9 Tidak
Keseragaman rigi las
100% seragam
9,0-10
85% seragam 70% seragam < 70%
8,0-8,9 7.0-7,9 Tidak
Bebas dari percikan dan terak Ada percikan maks 2 buah dan terak terperangkap maks. 2 mm2
9,0-10
Kebersihan
Ada percikan maks 4 buah dan terak terperangkap maks. 3 mm2 Ada percikan lebih dari 4 buah dan terak terperangkap > 3 mm2
8,0-8,9 7.0-7,9 Tidak
3.2 Ukuran las Tinggi leher las (TLL)
TLL 7 mm TLL 6 mm TLL 5 mm TLL 4 mm
9,0-10 8,0-8,9 7.0-7,9 Tidak
Panjan kaki las (PKL)
PKL 7-10 mm PKL 10,5 mm PKL 6,5 mm PKL < 6,5 dan > 10,5 mm
9,0-10 8,0-8,9 7.0-7,9 Tidak
Distorsi (Perubahan bentuk)
0º 2º 3º > 3º
9,0-10 8,0-8,9 7.0-7,9 Tidak
No.
Komponen/Sub komponen Penilaian
Indikator
Skor
3.2 Cacat las Takik las (Undercut)
Tanpa undercut Undercut 0,5mm x 6 % panjang lasan Undercut 0,5 mm x 10% panjang lasan Undercut > 0,5 mm x 10 %
9,0-10 8,0-8,9 7.0-7,9 Tidak
Over lapp
100% rata dan halus 90% rata dan halus 80% rata dan halus < 80% rata dan halus
9,0-10
Percikan las (spatter)
Bebas dari percikan dan terak
9,0-10
Ada percikan maks 2 buah dan terak terperangkap maks. 2 mm2
8,0-8,9
Ada percikan maks 4 buah dan terak terperangkap maks. 3 mm2 Ada percikan lebih dari 4 buah dan terak terperangkap > 3 mm2 4.
8,0-8,9 7.0-7,9 Tidak
7.0-7,9 Tidak
Sikap Kerja 4.1 Penggunaan alat tangan dan alat ukur
4.2. Keselamatan kerja
Penggunaan alat baik dan cermat Penggunaan alat kurang baik dan cermat Penggunaan alat kurang baik dan kurang cermat. Penggunaan alat tidak baik dan tidak cermat.
9,0-10 8,0-8,9
Menggunakan perlengkapan keselamatan kerja lengkap (apron, sarung tangan, helm, sepatu, kacamata las)
9,0-10
Menggunakan perlengkapan keselamatan kerja kurang lengkap (sarung tangan, kacamata las)
8,0-8,9
Menggunakan perlengkapan keselamatan kerja tidak lengkap (kaca mata las) Tidak menggunakan perlengkapan keselamatan kerja
7.0-7,9
7.0-7,9 Tidak
Tidak
No. 5.
Komponen/Sub komponen Penilaian
Indikator
Skor
Waktu yang dicapai pas atau kurang dari atau sama dengan yang ditentukan Waktu yang dicapai lebih lama 1 jam Waktu yang dicapai lebih lama 1,5 jam
9,0-10
Waktu 5.1 Waktu penyelesaian praktik
Waktu yang dicapai lebih lama > 1,5 jam
Mengetahui Kepala Sekolah
Teluk Kuantan, Juli 2022 Guru mapel,
Hurdisman, S,Pd Nip. 196908041994121002
Imbang Putra, ST Nip. 198111162010011012
8,0-8,9 7.0-7,9 Tidak
LP-2.
LEMBAR PENILAIAN ASPEK KOGNITIF TEKNIK LAS GMAW
Tes Soal Pilihan Ganda Keterangan : Pilihlah jawaban yang tepat dan benar dengan cara memberi tanda X pada opsion yang tersedia. Waktu : 30 menit
.
1.
Kabel yang menghubungkan pesawat las dengan benda kerja disebut …. a. kabel tenaga b. kabel elektroda c. pengutuban searah d. kabel masa
2.
Bahaya-bahaya yang timbul akibat proses las GMAW seperti dibawah ini, kecuali …. a. Bahaya sinar dan cahaya tampak b. Bahaya panas dan listrik c. Bahaya asap dan gas D Bahaya jatuh
3.
Untuk menjamin kesesuaian terhadap spesifikasi juru las dengan tugas pekerjaan maka harus dilakukan …. a. Kualifikasi dan sertifikasi juru las b. Seleksi dan penyusunan matrik juru las c. Pemetaan dan membuat list kompetensi juru las d. Rekrutmen dan pelatihan juru las
4.
Symbol pengelasan pada gambar di atas adalah symbol finish G, artinya adalah… a. Groove b. Gouging c. Gerinda d. Gap
5.
Symbol pengelasan fillet pada gambar diatas angka 3/8, menunjukkan … a. Panjang kaki las 3/8 “ b. Leher las 3/8 “ c. Panjang las 3/8 “ d. Tebal plat 3/8”
6.
Apabila terjadi cacat spatters/percikan las seperti gambar diatas, cara penanggulangan / memperbaikinya adalah …. a. Digerinda hingga semua spatters hilang. b. Material diganti yang baru kemudian dilas lagi sesuai WPS. c. Cukup dipahat atau dikikir kasar d. Material yang sudah dilas dipotong kemudian dilas sesuai WPS repair
7.
Untuk menyimpan perkakas tangan yang paling aman harus merujuk pada … a. Rekomendasi top manajemen b. Rekomendasi pabrik pembuat c. Rekomendasi tenaga ahli d. Rekomendasi supervisor
8.
Pada saat melakukan las ikat, juru las harus menggunakan elektroda yang sama dengan elektroda yang akan dibuat untuk mengelas selanjutnya, hal ini mempunyai tujuan sebagai berikut, kecuali : …. a. Untuk mencegah masukan panas tidak terlalu melebar b. Agar menghasilkan fusi las dengan baik c. Untuk menjamin kekuatan mekanis rakitan las d. Agar tidak terjadi distorsi
9.
Pelat diletakkan vertikal, jalur las vertikal dan dideposit dari depan dinamakan posisi … a. 1-F / PA b. 2-F / PB c. 3-F / PA d. 4-F / PD
10.
Bahan tambah atau logam pengisi untuk proses las busur metal manual dinamakan … a. Wire roll b. Tig rod c. Filler rod d. Elektroda
11.
Kodefikasi elektroda AWS E 7016, arti anka 70 adalah … a. Kuat tarik minimal endapan las 70.000 Kg/mm2 b. Kuat tarik minimal endapan las 70.000 PSi c. Kuat tarik maksimal endapan las 70.000 Kg/mm2 d. Kuat tarik maksimal endapan las 70.000 PSi
12,
Kodefikasi elektroda AWS E 7024, arti anka 2 menunjukkan … a. All potitions b. Hanya untuk posisi datar dan horizontal c. Untuk posisi horisontal saja d. Hanya untuk posisi vertical down
13.
Kodefikasi elektroda AWS E 7016, arti anka 1 menunjukkan … a. Kuat tarik b. Jenis salutan c. Posisi las d. Polaritas listrik
14.
Elektroda low hydrogen sebelum digunakan wajib dioven atau dikeringkan dalam lemari pemanas/oven selama 1 jam dengan temperatur …. a. 70 – 150o b. 150 – 200o c. 200 – 250o d. 300 – 350o
15.
Fungsi dari salutan elektroda seperti dibawah ini kecuali …. a. Memudahkan penyalaan busur b. Melindungi lasan dari kontaminasi udara c. Mengembalikan struktur logam setelah kena panas d. Menstabilkan nyala busur las
16.
Apabila kabel holder dihubungkan dengan kutub negatif, maka mesin las tersebut terhubung dengan polaritas …. a. DCSP b. DCRP c. AC d. AC-DC
17.
Untuk menentukan besar arus las yang akan digunakan berpedoman pada … a. Rekomendasi pabrik pembuat elektroda atau WPS b. Standar ASME Sec. IX c. Instruksi guru atau instruktur d. Welding inspector
18.
Agar welding bead tidak kasar dan sifat mekanik logam tidak menurun, maka lebar ideal ayunan las adalah … a. 1 x Ø elektroda b. 2 x Ø elektroda c. 3 x Ø elektroda d. 4 x Ø elektroda
19.
Agar welding bead tidak telalu melebar dan percikan las panjang busur las yang ideal adalah … a. 1 x Ø elektroda b. 2 x Ø elektroda c. 3 x Ø elektroda d. 4 x Ø elektroda
20.
Apabila mengelas menggunakan polaritas DCSP (DC-) akan menghasilkan deposit las … a. Penetrasi dangkal dan sempit b. Penetrasi dangkal dan lebar c. Penetrasi dalam dan sempit d. Penetrasi dalam dan lebar
21.
Apabila mengelas menggunakan polaritas DCRP (DC+) akan menghasilkan deposit las … a. Penetrasi dangkal dan sempit b. Penetrasi dangkal dan lebar c. Penetrasi dalam dan sempit d. Penetrasi dalam dan lebar
22.
Apabila tepi lasan cekung terkena busur las dan tidak terisi bahan tambah dinamakan cacat las … a. Overlap b. Porositas c. Undercut d. Concavity
23.
Apabila las akar cekung dan jalur lasnya sudah terkena busur las dinamakan cacat las … a. Overlap b. Porositas c. Undercut
berkurang maka
24..
25.
d. Concavity Penyebab terjadinya cacat las sepatter seperti dibawah ini kecuali …. a. Arus las terlalu besar b. Busur las terlalu tinggi c. Salah memilih polaritas d. Hembusan udara terlalu kencang Jenis cacat las yang ditolak oleh standar antara lain …. a. Stop-star, over lap, spatter b. Spatter, concavity, porocity c. Incomplete fusion, crack, incomplete penetration d. Undercut, over bead, arc straight
Kunci Jawaban: No.
Jawaban
1. 2. 3. 4. 5. Catatan :
B D A C A
No. Jawaban No. Jawaban No. Jawaban No. Jawaban 6. 7. 8. 9. 10.
C B A C D
11. B 16. 12. B 17 13. C 18. 14. D 19. 15. C 20. Siswa : Nama Tanda TanganTanggal Instruktur : Nama
A A C A C
21. 22. 23. 24. 25.
B C D C C
Tanda Tangan Tanggal Perhitungan nilai teori (aspek kognitif) NAK = Jumlah jawaban benar x 4 Keterangan: NAK = Nilai akhir aspek kognitif Pengali angka 4 dapat diubah sesuai dengan jumlah soal yang dikerjakan NAK = NT ≥ KKM : Siswa dinyatakan kompeten teori teknik las GMAW NAK = NT < KKM : Siswa dinyatakan belum kompeten teori teknik las GMAW dan siswa yang bersangkutan mengikuti program remidial
Mengetahui Kepala Sekolah
Teluk Kuantan, Juli 2022 Guru mapel,
Hurdisman, S,Pd Nip. 196908041994121002
Imbang Putra, ST Nip. 198111162010011012