![Laprak TPP 9 Modulus Kehalusan [PDF]](https://pdfs.asia/img/200x200/laprak-tpp-9-modulus-kehalusan.jpg)
5 0 380 KB
Nilai
:
LAPORAN PRAKTIKUM TEKNIK PASCA PANEN 1 (Penetapan Modulus Kehalusan (Fineness Modulus) Tepung) Oleh : Nama
: Agnes Paramitha K
NPM
: 240110170006
Hari, Tanggal Praktikum
: Senin, 30 September 2019
Waktu
: 15.00 – 17.00 WIB
Co. Ass
: 1. Abdurrahman Hanif 2. Aidah Luthfi Hidayah 3. Dannisa Fathiya Rachma 4. Tania Rizky Fauziah
LABORATORIUM PASCA PANEN DAN TEKNOLOGI PROSES DEPARTEMEN TEKNIK PERTANIAN DAN BIOSISTEM FAKULTAS TEKNOLOGI INDUSTRI PERTANIAN UNIVERSITAS PADJADJARAN 2019
BAB I PENDAHULUAN 1.1 Latar Belakang Secara umum pembersihan bahan dan sortasi dalam bahan hasil pertanian merupakan suatu hal yang penting dalam proses pasca panen. Salah satu teknik pembersihan dan sortasi adalah pemisahan bahan menggunakan ayakan. Proses pengayakan merupakan cara untuk membersihkan dengan cara memisahkan kontaminasi yang ukurannya berbeda dari bahan baku. Pengayakan juga dapat memisahkan bahan baku berdasarkan ukuran-ukuran tertentu. Pengayakan dengan berbagai rancangan sudah banyak dikembangkan secara luas sehingga mempermudah dalam pemisahan berdasarkan perbedaaan ukuran tersebut. Bahanbahan yang lolos dari ayakan mempunyai ukuran yang relatif sama. Biasanya pengayakan merupakan proses yang banyak digunakan pada bahan baku berupa tepung. Dengan dilakukannya pengayakan, butiran-butiran tepung tersebut terpisah dari sejumlah kontaminasi dan ukuran yang belum sempurna. Untuk lebih jelasnya, pada praktikum kali ini akan dilakukan pengayakan pada tepung agar dapat mengetahui modulus kehalusan dari tepung tersebut. 1.2 Tujuan Percobaan Tujuan dari praktikum ini adalah mengukur dan mengamati pengecilan ukuran bahan hasil pertanian dengan mengkaji performansi mesin dan rendemen hasil pengecilan ukuran.
BAB II TINJAUAN PUSTAKA 2.1 Modulus Kehalusan Sistem klasifikasi ini ditetapkan oleh D. A. Abrams untuk beton tetapi dapat pula digunakan untuk penentuan performansi alat penggiling biji-bijian (Henderson, 1961). Modulus kehalusan diartikan sebagai jumlah berat bahan yang tertahan disetiap ayakan dibagi dengan 100. Ayakan-ayakan yang digunakan dalam satu set ini adalah berukuran 3/8 inci, 4 mesh, 8 mesh, 14 mesh, 28 mesh, 48 mesh, dan 100 mesh. Setelah diketahui nilai modulus kehalusannya maka diameter bahan dapat dicari dengan menggunakan rumus : D = 0,0041 (2)FM Alat yang digunakan untuk mengelompokkan dalam kelas ke-1 dan ke-2 adalah saringan Tyler. Ukuran ayakan adalah Mesh. Satuan Mesh adalah banyaknya lubang setiap 1 inchi. Patokan ukuran lubang adalah saringan 200 mesh dan setiap lubang merupakan √2 atau 1.414 kali besar lubang dari saringan terdahulu. Mesin untuk menggoyangkan ayakan disebut Ro-tap. Mesin ini mempunyai gerakan goyang tertentu dan dapat disesuaikan dngan waktu penggunaan. Derajat kehalusan (Fineness Modulus) dan indeks keseragaman menunjukkan keseragaman hasil giling atau penyebaran fraksi halus dan kasar dalam hasil giling. Derajat kehalusan adalah jmlah berat fraksi yang tertahan pada setiap saringan dibagi 100. Berbagai jenis alat pengayak yang dapat digunakan dalam proses sortasi bahan pangan, diklasifikasikan dalam dua bagian besar : 1. Ayakan dengan celah yang berubah-ubah (Screen Apeture) seperti: roller screen (Pemutar), belt screen (kabel kawat atau ban), belt and roller (ban dan pemutar), screw (baling-baling). 2. Ayakan dengan celah tetap, seperti: Stationary (bersifat seimbang / tidak berubah), vibratory (bergetar), rotary atau gyratory (berputar) dan recipro cutting (timbal balik). Untuk memisahkan bahan-bahan yang telah dihancurkan berdasarkan keseragaman ukuran partikel-partikel bahan dilakukan dengan pengayakan dengan
menggunakan standar ayakan. Standar kawat ayakan dibagi menjadi: 1. Tyler Standar, ukuran 200 mesh, diameter 0,0029 inci, dan SA 0,0021 inchi 2. British Standar, ukuran 200 mesh, SA 0,003 inci, dan SI 4¥2. 3. US Standar, ukuran 18 mesh, SA 1 mm, dan SI 4¥ Pengayak (screen) dengan berbagai desain telah digunakan secara luas pada proses pemisahan bahan pangan berdasarkan ukuran yang terdapat pada mesinmesin sortasi, tetapi pengayak juga digunakan sebagai alat pembersih, pemisahan kontaminan yang berbeda ukurannya dari bahan baku. Rancangan-rancangan pengayak ditemui dalam proses sortasi bahan pangan. Pengoperasian mesin sortasi dan pengkelasan mutu bahan pangan, juga merupakan pekerjaan yang bersifat monoton. Sifat acuh tak acuh dari tenaga kerja akan mengurangi kesalahan fungsional saat mengoperasikan peralatan sortasi. Klasifikasi tersebut sangat bermanfaat tetapi tidak bersifat kaku. Proses pembersihan dan sortasi untuk menghasilkan suatu pengkelasan mutu dan beberapa kasus selalu melibatkan proses sortasi. Bagaimanapun, tingkatan operasi tersebut sangat berarti, terutama dalam penerapannya sebagai tujuan utama dari suatu kegiatan. 2.2 Jenis-jenis Pengayakan 1. Screener Screener berfungsi untuk menyingkirkan partikel-partikel pellet atau butirandari ukuran yang terlalu kecil atau terlalu besar dari standar. Bahanpellet setelah prosescooling (pendinginan), lalucrumbling (pemecahan menjadi butiran) dantransfer akan menghasilkan ukuran yang tidak sesuai standar (bentuk tepung dankasar). Screener berfungsi sebagai pengayak yang di dalamnya mempunyai 2 lapis screen(saringan) yang disusun berlapis dimana screen bawah berukuran kecil danscreen atas berukuran besar. Ukuran partikel yang dikehendaki adalah yang tidak lolos dari screen bawah dan lolos dari screen atas karena bahan pellet masuk pertama kali ke dalam screener melalui screen atas. Ukuran bahan yang terlalu besar yaitu yang tidak bisa lolos ke screen bawah akan dikirim kembali kecrumbler untuk pemecahan ulang. Ukuran bahan yang terlalu halus langsung
lolosmelewati screen bawah dan dari plat dasar screener dikembalikan keconditioner untuk proses pelleting ulang. Screener mempunyai posisi miring untuk mempercepat pergerakan bahan.Tipe gerakan screener terdapat dua jenis yaitu roto shaker dimana alat bergoyangdari satu titik, jenis lainnya vibrator dimana alat bergetar di 4 sisi. Ukuran screen ditentukan sebagai satuan mesh, misalnya mesh 5 berarti dalam satu luasan inchi terdapat 5 lubang ke samping dan 5 lubang ke bawah (total 25 lubang per inch). Screener terbaik diletakkan di lantai teratas dari konstruksi feedmill dan hasil pilahannya langsung menuju kebin produk. Screener model lama biasa ditempatkan di basement dan hasil pilahannya masih harus ditransfer ke lantai atas sebelum masuk ke bin produk. Cara terakhir ini lebih membuka peluang untuk bahan kembali pecah dan meningkatkan kadar tepung. Penyaring dengan lubang tetap merupakan tipe penyaring dengan lapisanyang bersifat permanen dengan badan pengayak yang terdiri dari lubang-lubangdengan bentuk dan ukurannya yang tetap. Berbagai jenis bahan dapat digunakanuntuk pengayak jenis ini, tergantung pada aplikasinya. Misalnya, lembaran logam berlubang,
susunan
kawat-kawat
membentuk
lubang-lubang
dengan
berbagaiukuran, kain, dan tenunan sutera. Perlakuan pembersihan pada beberapa bahan pangan yang diikuti dengan proses sortasi yang berdasarkan ukuran dan berat, masih tetap ditentukan bahanbahan yang tidak diinginkan yang terkandung pada bahan tersebut. Alat berbentuk piringan merupakan salah satu contoh dari alat sortasi berdasarkan bentuk. Prinsip kerjanya yaitu pengumpulan bahan dengan bentuk yang diinginkan didalam lekukan yang terletak diatas sisi-sisi pemutar dan piringan-piringan vertikal tumpukan beberapa piringan disusun diatas sebuah penggerak.
Sortasi
berdasarkan
bentuk
dipengaruhi
oleh
pengambilan
keberuntungan putaran partikel yang bergerak menuruni permukaan yang ditinggikan (Zulfikar, 2010). 2. Pengayak Berbadan Datar ( Flat Bad Screen) Pengayak jenis ini bentuknya sangat sederhana, banyak ditemukan diarealareal pertanian, saat proses sortasi awal dari kentang, wortel dan lobak. Alat pengayak
datar
ganda
digunakan
secara
luas
dalam
proses
sortasi
berdasarkanukuran dari bahan baku (seperti biji-bijian dan kacang-kacangan) juga digunakandalam proses pengolahan dan produk akhir seperti tepung jagung. Alat pengayak datar secara umum terdiri dari satu atau lebih lembaran pengayak yangdipasangbersama-sama
dalam
sebuah
kotak
yang
tertutup
rapat,
pergeralannyadapat menggunakan berbagai alat. Tetapi biasanya alat tersebut bola-bola runcingdari kart yang keras, yang diletakkan
antara
lembaran-lembaran
pengayak.Maksudnya
adalah
untuk
meminimumkan kerusakan akibat pergesekan antaralubang-lubang pengayak dengan partikel bahan yang halus. 3. Pengayak Drum Pengayak
drum
dan
alat
yang
digunakan
pada
proses
sortasi
berdasarkanukuran bentuk untuk kacang polong, jagung, kacang kedelai dan kacang lainnyayang sejenis. Bahan pangan tersebut akan menahan gerakan jatuh berguling yangdihasilkan oleh rotasi drum. Alat sortis drum biasanya diperlukan untuk memisahkan bahan pangan ke dalam dua atau lebih aliran, karena itu dibutuhkandua atau lebih tingkatan pengayak (Zulfikar, 2010). 2.3 Mekanisme Pengayakan Untuk
menganalisis
hasil
penghancuran
bahan-bahan
dilakukan
denganayakan standar yang disusun secara seri dalam satu tumbukan, pada bagian bawahdari tumbukan susunan ayakan ditempatkan pan sebagai penampung produk akhir.Penyusunan ayakan dimulai dari ayakan yang mempunyai ukuran mesh kawatlebih besar sampai ke ukuran mesh yang lebih kecil.Penyaringan dengan lubang tetap tipe ini merupakan lapisan yang bersifat permanen dengan badan pengayakan yang terdiri dari lubang-lubang dengan bentuk dan ukuran yang tetap. Berbagai jenis bahan yang digunkan untuk pengayak seperti ini tergantung pada aplikasinya misalnya lembaran logam berlobang, susunan kawat-kawat membentuk lubang-lubang dengan berbagaiukuran kain, dan tenunan sutra. Pergerakan bahan pangan diatas pengayak dapatdihasilkan oleh pergerakan berputar atau gerakan dari rangka yang menyangga badan pengayak. Penyaring
jenis ini dalam penggunaanya secara umum yaituuntuk sortasi bahan untuk dua grup tipe : badan datar ( flat ) dan tipe drum. Penyusunan ayakan dimulai dari ayakan yang mempunyai ukuran meshkawat lebih besar sampai keukuran mesh yang lebih kecil, ukuran mesh yangdigunakan dalam percobaan ini disusun dari mulai ukuran 100 mesh, 80 mesh, 60mesh dan terakhir pan. Pengayak yang digunakan jenis ini bentuknya sederhana, banyak ditemukan di areal pertanian. Pengayak tipe ini merupakan pengayak berbadan datar dan digunakan secara luas dalam proses sortasi, berdasarkan Ukuran dari bahan baku seperti kacang-kacangan dan biji-bijian. Juga digunakandalam proses sortasi selama proses pengolahan dan produk akhir dari sepertitepung, gula, garam, bumbu-bumbu masak dan rempah-rempah. Pengayak inimempunyai rancangan celah atau lubang yang tetap yang disebut fixed aperture. Yang mempunyai sifat seimbang atau tidak berubah dan bergetar (Wirakartakusumah, 1992).Proses pengayakan ini digunakan untuk memisahkan bahan pangan, yangmekanisasinya dapat memberikan nilai tambah yang tidak dapat disangkal lagidalam proses pengolahan pangan. Pengukuran ukuran ( size reduction) adalah unitoperasi dimana ukuran rata-rata bahan pangan padat dikecilkan dengan alat penggiling ( grinding ). Keuntungan pengecilan ukuran bahan pangan adalah adanya kenaikan ratioluas permukaan dengan volume bahan pangan sehingga mempercepat laju pengeringan,
pemanasan,
dan
pendinginan
serta
meningkatnya
laju
ekstraksi,adanya ukuran yang seragam, meningkatkan efisiensi pencampuran misalnyatepung sup dan kue, dan baik pada pengecilan maupun emulsi tidak menimbulkanefek pengawetan.Pemecahan bahan menjadi bagian-bagian yang lebih kecil merupakan satuoperasi yang penting didalam industri pangan. Dasardasar teori operasi ini relatif belum banyak dikembangkan, kebanyakan operasi didasarkan kepada pengalamanempiris dan sangat sering menyangkut mekanisasi operasi yang mula-muladilakukan dengan tangan (Sudjaswadi, 2002).
BAB III METODOLOGI PENGAMATAN DAN PENGUKURAN 3.1 Alat dan Bahan 3.1.1 Alat 1. Burn Mills 2. Stopwatch 3. Timbangan 4. Wadah Plastik 5. Ayakan Tyler 3.1.2 Bahan Bahan yang digunakan pada praktikum kali ini adalah : 1. Tepung Beras 2. Tepung Tapioka 3. Tepung Terigu 3.2 Prosedur Percobaan 1. Siapkan bahan yang akan diukur modulus kehalusannya 2. Timbang bahan yang tersebut sebanyak 100 gram 3. Letakan produk yang sudah ditimbang pada ayakan teratas, tutup ayakan dan letakan pada bagian paling bawah, goyangkan ayakan selama 10 menit, lakukan dalam dua kali pengulangan 4. Timbang bahan dalam setiap ayakan 5. Tentukan fineness modulus dengan cara: Mesh
Ukuran
% Bahan
No.
Lubang (mm)
Tertinggal
3/8”
0.371
X1
X1
4”
0.185
X2
X1+X2
8”
0.093
X3
X1+X2+X3
14”
0.0464
X4
X1+X2+X3+X4
28”
0.0232
X5
X1+X2+X3+X4+X5
48”
0.0116
X6
X1+X2+X3+X4+X5+X6
% Tertingal Kumulatif
100” Pan Total
0.0058
X7
X1+X2+X3+X4+X5+X6+X7
X8 100 JUMLAH Persamaan untuk menghitung Fineness Modulus (FM):
Jumlah total % bahan tertinggal FM = 100 6. Menghitung diameter rata-rata (D) D = 0.0041 (2)
FM
7. Menghitung geometric mean diameter (Dwg) Dwg = log-1 [
(∑Wi log di) ¿ ∑Wi
8. Menghitung geometric standar deviation (Sgw) Sgw = log-1 [-∑ ¿ ¿] Keterangan: Wi
= berat bahan tertinggal pada masing-masing
ayakan Di
= diameter lubang ayakan ke-i
9. Membuat plot grafik hubungan a. % bahan tertinggal kumulatif vs. log ukuran ayakan b. % bahan lewat vs. ukuran ayakan Gradient % bahan lewat vs. ukuran ayakan
BAB IV HASIL PERCOBAAN 4.1
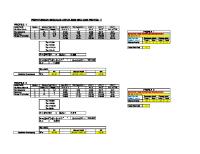
Data Hasil Praktikum Tabel 1. Data Hasil Pengayakan Kelompok 1
Diameter Lubang Mesh
d1 (mm)
Log d1
Bahan
Bahan
Tertinggal W1 W1 M awal (gr) x 100 % 0 0 0 0 0 0
40 50 60
0,595 0,297 0,250
-0,225 -0,527 -0,602
70
0,210
-0,678
0
100
0,149 Pan Total
-0,827
0 100 100
Tertinggal Kumulatif (%)
Lewat
Faktor
Hasil
Pengali
Gram
%
0 0 0
5 4 3
0 0 0
100 100 100
100 100 100
0
0
2
0
100
100
0 100% 100%
0 100 100
1 0 0
0 0 0
100 0 0
100 0 0
Tabel 2. Data Hasil Pengayakan Kelompok 2 (Tepung Beras) Diameter Lubang Mesh
d1 (mm)
Log d1
Bahan
Bahan
Tertinggal W1 W1 x M awal (gr) 100 % 0 0 0 0 0 0
40 50 60
0,595 0,297 0,250
-0,225 -0,527 -0,602
70
0,210
-0,678
0
100
0,149 Pan Total
-0,827
20 80 100
Tertinggal Kumulatif (%)
Faktor Pengali
Lewat Gram
%
0 0 0
5 4 3
100 100 100
100 100 100
0
0
2
100
100
0,2 0,8 100%
0,2 0,10 100
1 0 0
80 0 0
80 0 0
Tabel 3. Data Hasil Pengayakan Kelompok 3 (Tepung Terigu) Mesh
Diameter
Bahan
Tertinggal
Faktor
Bahan
Lubang
Tertinggal
Kumulatif
Pengali
Lewat
d1 (mm)
Log d1
W1 (gr)
W1 x M awal
(%) 0 0 0
Gram
%
5 4 3
100 100 100
100 100 100
40 50 60
0,595 0,297 0,250
-0,225 -0,527 -0,602
0 0 0
100 % 0 0 0
70
0,210
-0,678
0
0
0
2
100
100
100
0,149 Pan
-0,827
10 85
10 85
10 85
1 0
90 0
90 0
Tabel 4. Data Hasil Pengayakan Kelompok 4 (Tepung Beras)
Mesh
Diameter
Bahan
Tertingg
Lubang
Tertinggal
al
d1 (mm)
log d1
W1 (gr)
W1 x M awal
Kumulat
100%
(100%)
if
Bahan Lewat Faktor
Hasi
Pengali
l
Gram
%
40
0,595
-0,225
0
0
0
5
0
155
100%
50
0,297
-0,527
0
0
0
4
0
155
100%
60
0,250
-0,602
0
0
0
3
0
155
100%
70
0,210
-0,678
0
0
0
2
0
155
100%
100
0.149
-0,827
45
29,032
45
1
0
110
70,97%
Pan
105
67,741
150
0
0
Total
155
Tabel 5. Data Hasil Pengayakan Kelompok 5 (Tepung Tapioka)
Mesh
Diameter
Bahan
Lubang
Tertinggal W1 W1 x M awal (gr) 100 % 0 0 0 0 0 0
d1 (mm)
Log d1
40 50 60
0,595 0,297 0,250
-0,225 -0,527 -0,602
70
0,210
-0,678
0
Bahan
0
Tertinggal Kumulatif (%)
Faktor Pengali
Lewat Hasil Gram
%
0 0 0
5 4 3
0 0 0
100 100 100
100 100 100
0
2
0
100
100
100
4.2
0,149 Pan Total
-0,827
0 100 100
0 100% 100%
0 100 100
1 0 0
Perhitungan
4.2.1 Perhitungan Kelompok 1 (Tepung Beras) a. BTmesh = W1/Mawal x 100% = 0/100 = 0 b. BTpan = 100/100 x100% = 100% c. FM = = d. D
Total hasil ( massa bahan tertinggal kumulatif ) mesh 100 100 0 100
=0
= 0.0041 (2)FM = 0.0041 (2)0 = 4,7096632 x 10-3
e. Geometry mean diameter (Dgw) Dgw=log1¿
[
= log-1
0+0+0+0+0 =0 100
]
f. Geometric mean deviation (Sgw) Sgw=log1¿
[
= log-1
0+0+0+0+0 =0 100
]
a.2.2 Perhitungan Kelompok 2 (Tepung Beras) a. BT Mesh BTmesh
=
W1 x 100% Mawal
a) BT Mesh 40 BTmesh b) BT Mesh 50
=
0 x 100%= 0% 1 00
0 0 0
100 0 0
100 0 0
BTmesh
=
0 x 100%= 0% 1 00
=
0 x 100% = 0% 100
=
0 x 100% = 0% 100
c) BT Mesh 60 BTmesh d) BT Mesh 70 BTmesh
e) BT Mesh 100 BTmesh
=
20 x 100% = 0,2% 100
f) BT Mesh Pan BTpan
=
80 x 100% = 0,8% 100
b. Fineness Modulus FM
=
Total Hasil ( Massa Bahan Tertinggal Kumulatif ) x Mesh 100 100
=
20 = 0,2 100
c. Diameter Rata-rata D
= 0,0041 (2)FM
D
= 0,0041 (2)0,2 = 4,709663255 x 10-3
d. Geometric Mean Diameter (Dgw) Dgw
= log-1
[
Σ (W1 x log d1) massa bahan tertinggal kumulatif (mesh 100)
]
= log-1 ¿ Dgw
= log-1 [ −0,827 ] = 0,1489361078
e. Geometric Mean Deviation (Sgw) Sgw = log-1
[
Σ (W1 (log d1 - log Dgw ) 1/2 ΣW1
] =
[(Wm60 (log d1 m60 - log Dgw )
1/2
log-1
¿+(Wmn (log d1 mn - log Dgw )1/2 ¿+ (Wm100 (log d1 m10
Sgw = 0,999 ≈ 1 a.2.3 Perhitungan Kelompok 3 (Tepung Terigu) a. BTmesh = W1/Mawal x 100% = 0/100 = 0 b. BTpan = 100/100 x100% = 100% c. FM =
Total hasil ( massa bahan tertinggal kumulatif ) mesh 100 100
0 100
=
=0 d. D = 0.0041 (2)FM = 0.0041 (2)0 = 0.0041 e. Geometry mean diameter (Dgw) Dgw= log −1 = log
[
( W m 40 × log d 1m 40 )
( W m50 × log d 1 m 50 )
+
massa bahan tertinggal kumulatif (Mesh100) massa bahan tertinggal kumulatif (Mesh 1
−1
[
0+0+ 0+0+0 =0 100
]
f. Geometric mean deviation (Sgw) Sgw=log1
[
(
1
W m 40 × ( log d 1 m 40−log Dgw ) 2
∑W1
[
= log-1
)+(
1
W m 50 × ( log d 1 m 50−log Dgw ) 2
0+0+0+0+0 =0 100
]
a.2.4 Perhitungan Kelompok 4 (Tepung Beras) 1. BT Mesh BTmesh =
W1 x 100% Mawal
a. BT Mesh 40
∑ W1
) + (W
m 60
×(log d 1 m 60−log Dgw)1
∑W1
BTmesh =
0 x 100% = 0% 155
b. BT Mesh 50 BTmesh = c.
0 x 100% = 0% 155
BT Mesh 60
BTmesh = d.
0 x 100% = 0% 155
BT Mesh 70
BTmesh = e.
0 x 100% = 0% 155
BT Mesh 100
BTmesh =
45 x 100% = 29,03% 155
2. Fineness Modulus FM
=
Total Hasil ( massa bahan tertinggal kumulatif ) x mesh 100 100
=
45 100
= 0,45 3. Diameter Rata-rata D
= 0,0041 (2)FM
D
= 0,0041 (2)0,45 = 5,600765053 × 10-3
4. Geometric Mean Diameter (Dgw) Dgw
= log-1
[
Σ (W1 x log d1) massa bahan tertinggal kumulatif (mesh 100)
= log-1 ¿ Dgw
= log-1
[
45×−0,827 45
]
= 0,1489361078 5. Geometric Mean Deviation (Sgw) Sgw = log-1
[
Σ (W1 (log d1 - log Dgw ) 1/2 ΣW1
]
]
=log-1
[(Wm60 (log d1 m60 - log Dgw )
1/2
¿+(Wmn (log d1 mn - log Dgw )1/2 ¿+ (Wm100 (log d1 m10
1/2 ¿ Sgw = log-1 (45 (-0,827 - log 0,1489361078 ) ¿ 45
= 1,000028685 a.2.5 Perhitungan Kelompok 5 (Tepung Tapioka) b. BTmesh = W1/Mawal x 100% = 0/100 = 0 c. BTpan = 100/100 x100% = 100% d. FM =
Total hasil ( massa bahan tertinggal kumulatif ) mesh 100 100 =
0 100
=0 = 0.0041 (2)FM
e. D
= 0.0041 (2)0 = 0.0041 f. Geometry mean diameter (Dgw) Dgw log −1
=
[
( W m 40 × logd 1m 40 )
( W m50 × log d 1 m 50 )
+
massa bahan tertinggal kumulatif (Mesh100) massa bahan tertinggal kumulatif (M = log
−1
[
0+0+ 0+0+0 =0 100
]
g. Geometric mean deviation (Sgw) Sgw=log1
[ [
= log-1
(W
m 40
× ( log d 1 m 40−log Dgw )
∑W1
0+0+0+0+0 =0 100
]
1 2
) + (W
m 50
× ( log d 1 m 50−log Dgw )
∑ W1
1 2
) + (W
m 60
×(log d 1 m 60−log Dgw
∑W1
BAB V PEMBAHASAN Praktikum kali ini praktikan membahas tentang modulus kehalusan dari beberapa jenis tepung. Fineness modulus atau modulus kehalusan merupakan banyaknya fraksi bahan yang tertinggal dalam setiap ayakan. Semakin tinggi nilai modulus kehalusan suatu bahan, maka ukuran bahan tersebut smekain besar dan bahan tersebut semakin kasar. Tingkat kehalusan suatu bahan dapat dikeathui dengan menggunakan ayakan tyler. Ukuran setiap ayakan yaitu 40 mesh,50 mesh, 60 mesh, 70 mesh, , dan 100 mesh. Mesh adalah satuan yang digunakan untuk menunjukkan ukuran saringan yang digunakan yang mana ukuran mesh terkecil memiliki saringan yang lebih kecil sehingga pada mesh yang paling kecil, bahan yang tertinggal pada saringan adalah bahan yang memiliki ukuran lebih besar dari mesh yang digunakan sedangkan ukuran yang lebih kecil dari mesh akan diteruskan. Praktikum yang dilakukan kelompok kami, dihitung massa yang terdapat pada ayakan tyler. Pada mesh 40, mesh 50, mesh 70, mesh 100 tidak ada massa yang tertinggal. Namun pada kelompok 5 terdapat kesalahan penyusunan mesh yaitu seharusnya mesh 100 berada pada posisi yang paling bawah sementara pada kelompok 5 justru mesh 100 berada pada posisi dua terbawah dan yang paling bawah adalah mesh 70. Kelompok 3 menguji tepubg terigu dan didapatkan hasil terakhir pada pan sebesar 85 gr dan 15 gr yang tersangkut terdapat pada mesh 100.
Kelompok 1 yang menguji tepung beras juga mengalami kesamaan yaitu tidak ada tepung yang tersisa pada semua mesh sementara pada kelompok 2 yang juga ,menguji tepung beras justru mengalami pengurangan massa pada pan yaitu 80 gr dan 20 gr terdapat pada mesh 100. Kelompok 4 juga menguji tepung bers dan hasil yang didapatkan justru mengalami oengurangan paling banyak yaitu 45 gr. Hal ini bisa saja terjadi dikarenakan perhitungan yang dilakukan bisa terjadi kesalahan ataupun ketika mengoncangkan ayakan tyler pada mesinnya, ada waktu jeda yang diakibatkan kesalahan teknis dari mesin. Dilihat dari hasil membuktikan kehalusan dari tepung beras merupakan paling rendah dari tepung-tepung lainnya yang diujikan pada percobaan kali ini. Nilai perhitungan didapatkan Fineness Modulus (FM) dengan membagi massa bahan tertinggal komulatif (mesh 100) dibagi 100, sehingga didapatkan Fineness Modulus (FM) rata-rata sebesar 0. Pada kelompok lain diperoleh 0 sampai dengan 0,45. Nilai FM terkecil terdapat pada tepung tapioka dengan nilai 0. Ini menunjukan tepung tapioka merupakan tepung yang paling halus dari tepungtepung yang diujikan. Didapatkan juga nilai FM terbesar pada tepung beras dengan nilai 0,45. Ini menunjukan tepung beras merupakan tepung yang paling kasar dari tepung yang diujikan. Semakin besar nilai Modulus Kehalusan (Finenes Modulus) maka semakin besar pula nilai ukuran rata-rata butiran (kasar). Sehingga nilai Finenes Modulus berbanding lurus dengan nilai ukuran rata-rata butiran.
BAB VI KESIMPULAN DAN SARAN 6.1 Kesimpulan Kesimpulan yang dapat diambil dari praktikum kali ini adalah: 1. Ukuran tipa mesh menentukan besaran tingkat kehalusan yang berbedabeda 2. Semakin besar nilai Modulus Kehalusan (Finenes Modulus) maka semakin besar pula nilai ukuran rata-rata butiran (kasar). Begitu pula sebaliknya 3. Fineness Modulus (FM) tertinggi terdapat pada tepung beras dengan besar nilai 0,45 dan terkecila pada tepung tapioka sebesar 0 6.2 Saran Adapun saran yang diperoleh dari praktikum kali ini adalah berhati-hati dalam melakukan penggoyangan mesin tyler karena ditakutkan ayakan akan jatuh ketika tidak ditahan
DAFTAR PUSTAKA
Henderson, 1961. Introduction to Food Engineering.AcademicPress.1988. Inc., San Diego, California. Sudjaswadi, R. 2002. Hand Out Kimia Fisika. Fakultas Farmasi UGM. Yogyakarta. Zulfikar,
2010.
Pengayakan.
Terdapat
pada
http://www.chem-is-
try.org/materi_kimia/kimia-kesehatan/pemisahan-kimia-dananalisis/pengayakan/ (diakses pada hari Selasa, 01 Desember 2015 pukul 05.24 WIB).
LAMPIRAN
Gambar 1. Proses
Gambar 2. Menghitung
menggoncang ayakan
massa pada tiap mesh
Gambar 3. Ayakan tyler dengan berbagai mesh