![DISTORSI AKIBAT PENGELASAN Dan CACAT LAS [PDF]](https://pdfs.asia/img/200x200/distorsi-akibat-pengelasan-dan-cacat-las.jpg)
10 0 353 KB
DISTORSI AKIBAT PENGELASAN
A.
Pengertian Distorsi.
Proses pengelasan memanfaatkan panas dari nyala busur listriknya untuk penyambungan logam. Penggunaan panas sebagai cara penyambungan logam tersebut tidak akan lepas dari efek distorsi saat pengelasan. Distorsi pada pengelasan yaitu perubahan bentuk yang terjadi pada bagian-bagian yang disambung sehingga akan merubah bentuk ataupun sudutnya. Perubahan sudut yang terjadi disebabkan karena distorsi yang tidak terkontrol pada saat melakukan pengelasan atau kurangnya persiapan dan perhitungan distorsi yang kurang matang oleh operator lasnya. Distorsi dapat terjadi karena disebabkan panas yang dihasilkan terlalu besar sehingga akan membuat peluang benda kerja yang dilas melengkung atau berubah sudut menjadi besar.
B. Faktor Penyebab Distrosi Las Ada penyebab utama distorsi yang sering terjadi pada pengelasn logam maupun pengelasan industri, yaitu : 1. Tegangan Sisa Tegangan sisa adalah seluruh bahan logam yang digunakan dalam industri misalnya batangan, lembaran atau yang lain yang diproduksi dengan proses menahan tegangan di dalam bahan. Tegangan sisa ini tidak selalu menimbulkan masalah, namun jika bahan kerja menerima panas akibat pengelasan atau pemotongan dengan panas, maka tegangan sisa akan menghilang secara tidak merata dan akan terjadi distorsi. 2. Pengelasan Atau Pemotongan Dengan Panas Ketika melakukan proses mengelas atau memotong menggunakan api, sumber panas dari nyala busur akan mengakibatkan pertambahan panjang dan penyusutan tidak merata dan distorsi.
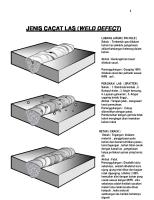
C. Jenis – Jenis Distorsi Terdapat tiga jenis utama perubahan bentuk (ditorsi) pada pengelasan, yaitu : 1. Distorsi Arah Melintang adalah jika mengelas salah satu ujung, dan sisi yang lain akan bertambah panjang akibat pemuaian. Kemidian saat pendinginan, sisi logam akan saling mnarik satu sama lain.
2. Distorsi Arah Memanjang apabila hasil las berkontraksi dan kemudian memendek sepanjang garis pengelasan setelah pendinginan.
3. Distorsi Menyudut Jika sudut dari benda yang dilas berubah akibat kontraksi lebih besar pada permukaan pengelasan karena jumlah hasil pengelasan yang lebih banyak.
D. Mencegah Distorsi Distorsi yang terjadi pada saat pengelasan harus dicegah karena distorsi ini pastinya tidak diinginkan oleh operator las. Jika distorsi yang terjadi berlebih maka benda kerja akan melengkung. Solusi pencegahan agar tidak terjadi distorsi dapat dilakukan dengan beberapa cara, diantaranya : Las catat (titik) atau tack weld Pada saat melakukan pengelasan dan dilakukan penyambungan secara penuh, untuk mencegah distorsi agar tidak terjadi maka harus dilakukan pengelasan catat atau titik terlebih dahulu. Las catat atau titik dapat dilakukan seperti gambar dibawah ini
Pengelasan dilakukan dengan menggunakan alat bantu Untuk mencegah terjadinya distorsi pada hasil las-lasan maka dapat dilakukan dengan menggunakan alat bantu seperti klem untuk memegang benda kerja agar tidak melengkung
Pengelasan dilakukan dengan menggunakan pelat punggung atau backing bar Sebelum melakukan pengelasan logam secara penuh, pasangkan terlebih dahulu pelat pengganjal pada bagian sisi-sisinya. Pelat punggung ini pada umumnya terbuat dari bahan tembaga
Pengelasan secara berurutan atau squence weld Mengelas secara terus-menerus memungkinkan terjadinya distrorsi yang besar, untuk mencegahnya dapat dilakukan dengan cara pengelasan secara berurutan
CACAT LAS A. Pengertian. Cacat Las merupakan suatu kondisi hasil dari suatu proses pengelasan material dimana kondisi tersebut berupa kualitas hasil pengelasan yang kekuatannya menurun dibandingkan dengan kekuatan bahan dasar base metal, kurangnya kualitas tampilan dari hasil pengelasan ataupun juga berupa tinggi kekuatan hasil las yang berlebihan dan tidak sesuai dengankebutuhan kekuatan sebuah konstruksi. B. Kerugian Akibat Cacat Las Jika cacat las terjadi pada suatu material yang dilakukan proses pengelasan, maka akan bisa mengakibatkan beberapa hal buruk yang seharusnya tidak terjadi, hal tersebut antara lain adalah resiko keselamatan kerja berupa alat, pekerja, lingkungan maupun perusahaan. Dalam segi ekonomi juga akan mengakibatkan kenaikan biaya produksi sehingga menimbulkan kerugian materi. Berdasarkan American Socety Mechanical Engineers ( ASME ), ada beberapa faktor penyebab cacat pengelasan, antara lain : lokasi area pekerjaan las yang kurang mendukung, operator las mengalami kesalahan (human error), teknik pengelasan yang salah, material yang salah. C. Pembagian Cacat Las Secara Umum Pada umumnya cacat las dapat dibagi menjadi dua jenis, yaitu :
1.
Rounded Indication (Cacat Bulat). Cacat las ini masih bisa ditolerir dan diperbolehkan jika ukuran area yang terjadi cacat masih belum melebbihi ukuran maksimum sesuai kriteria syarat penerimaan yang digunakan.
2.
Linear Indication (Cacat Memanjang). Cacat las ini sama sekali tidak bisa ditolerir dan tidak diperbolehkan meliputi cacat berupa retak, penetrasi kurang dan peleburan kurang.
D. Cacat Las Yang Berhubungan Dengan Penetrasi Cacat las yang berhubungan dengan penetrasi adalah cacat las yang termasuk pada jenis cacat las Linier Indication (Cacat Memanjang) jadi jenis cacat yang berhubungan dengan penetrasi sama sekali tidak bisa ditolerir dan harus dihindari oleh para operator las. Cacat yang berhubungan dengan penetrasi ada dua macam antara lain adalah sebagai berikut : 1. Cacat Las Dengan Penetrasi Berlebih. Pada Cacat las tersebut yang terjadi adalah logam las mencair sampai melewati tebal dari benda kerja dan menggantung pada bagian bawah dari hasil pengelasan. Penyebab :
Heat input yang terlalu besar.
Teknik pengelasan yang kurang tepat.
Pencegahan :
Pencegahan yang bisa dilakukan antara lain:
Kecilkan arus listrik, jika perlu gunakan elektroda yang lebih kecil.
Percepat kecepatan pengelasan.
2. Cacat Las Kurang Penetrasi (Lack Of Penetration)
Cacat las tersebut bisa terjadi dikarenakan logam las tidak berhasil mencapai akar dari sambungan dan tidak berhasil menyambungkan permukaan akar secara keseluruhan, hal tersebut disebabkan oleh kesalahan dalam memilih ukuran elektroda, arus listriknya terlalu kecil dan desain sambungan yang kurang memadai, pada umumnya kurang penetrasi dialami pada pengelasan dengan posisi vertikal dan overhead. Penyebab :
Belum dilakukannya persiapan sambungan/groove pada material yang tebal atau sudah dilakukan tapi kurang memadai.
Kurang besarnya heat input.
Kurang tepatnya teknik pengelasan.
Pencegahan :
Ketepatan pembuatan groove sehingga mampu menyediakan akses pada bagian bawah sambungan.
Meningkatkan arus listrik, bila diperlukan juga menggunakan elektroda yang lebih besar.
Mengontrol kondisi busur las dan mengurangi kecepatan pengelasan.
E. Jenis Cacat Las dan Penyebabnya Serta Cara Mengatasinya: 1. Cacat Las Undercut
Cacat Las Undercut Undercut adalah sebuah cacat las yang berada di bagian permukaan atau akar, bentuk cacat ini seperti cerukan yang terjadi pada base metal atau logam induk.
Jenis cacat pengelasan ini dapat terjadi pada semua sambungan las, baik fillet, butt, lap, corner dan edge joint. Penyebab Cacat Las Undercut:
Arus pengelasan yang digunakan terlalu besar.
Travel speed / kecepatan las terlalu tinggi.
Panjang busur las terlalu tinggi.
Posisi elektroda kurang tepat.
Ayunan tangan kurang merata, waktu ayunan pada saat disamping terlalu cepat.
Cara mencegah Cacat Undercut:
Menyesuaikan arus pengelasan, Anda dapat melihat ampere yang direkomendasikan di bungkus elektroda atau wps (Welding Procedure Specification).
Kecepatan las diturunkan.
Panjang busur diperpendek atau setinggi 1,5 x diameter elektroda.
Sudut kemiringan 70-80 derajat (menyesuaikan posisi).
Lebih sering berlatih untuk mengayunkan yang sesuai dengan kemampuan.
3. Porosity (Porositas)
Porositas
Cacat Porositas adalah sebuah cacat pengelasan yang berupa sebuah lubang lubang kecil pada weld metal (logam las), dapat berada pada permukaan maupun didalamnya. Porosity ini mempunyai beberapa tipe yaitu Cluster Porosity, Blow Hole dan Gas Pore. Penyebab Cacat Las Porositas:
Elektroda yang digunakan masih lembab atau terkena air.
Busur las terlalu panjang.
Arus pengelasan terlalu rendah.
Travel Speed terlalu tinggi.
Adanya zat pengotor pada benda kerja (karat, minyak, air dll).
Gas Hidrogen tercipta karena panas las.
Cara Mengatasi Cacat Las Porositas:
Pastikan elektroda yang digunakan sudah dioven (jika disyaratkan), jangan sampai kawat las terkena air atau lembab.
Atur tinggi busur kurang lebih 1,5 x diameter kawat las.
Ampere disesuaikan dengan prosedur atau rekomendasi dari produsen elektroda.
Persiapan pengelasan yang benar, memastikan tidak ada pengotor dalam benda kerja.
Untuk material tertentu panas tidak boleh terlalu tinggi, sehingga perlu perlakukan panas.
4. Slag Inclusion
Slag Inclusion Welding Defect Slag Inclusion adalah cacat yang terjadi pada daerah dalam hasil lasan. Cacat ini berupa slag (flux yang mencair) yang berada dalam lasan, yang
sering terjadi pada daerah stop and run (awal dan berhentinya proses pengelasan). Untuk melihat cacat ini kita harus melakukan pengujian radiografi atau bending. Penyebab Cacat Las Slag Inclusion:
Proses pembersihan Slag kurang, sehingga tertumpuk oleh lasan.
Ampere terlalu rendah.
Busur las terlalu jauh.
Sudut pengelasan salah.
Sudut kampuh terlalu kecil. Cara Mencegah Cacat Slag Inclusion:
Pastikan lasan benar benar berseih dari slag sebelum mengelas ulang.
Ampere disesuaikan dengan prosedur.
Busur las disesuaikan.
Sudut pengelasan harus sesuai.
Sudut kampuh lebih dibesarkan (50-70 derajat). 4. Tungsten Inclusion
Tungsten Inclusion Cacat las Tungsten Inclusion adalah cacat pengelasan yang diakibatkan oleh mencairnya tungsten pada saat proses pengelasan yang kemudian melebur menjadi satu dengan weld metal, cacat ini hampir sama dengan slag inclusion namun saat diuji radiografi tungsten inclusion berwana sangat terang. Untuk jenis cacat las ini hanya terjadi pada proses pengelasan GTAW. Penyebab Tungsten Inclusion:
Tungsten sudah tumpul saat proses pengelasan.
Jarak tungsten terlalu dekat.
Ampere terlalu tinggi.
Cara Mengatasi Cacat Las Tungsten Inclusion:
Tungsten harus diruncingkan sebelum digunakan untuk mengelas.
Jarak harus disesuaikan.
Ampere mengikuti range yang ada di prosedur. 5. Incomplete Penetration
Incomplete Penetration (NDT Resource) Incomplete Penetration (IP) adalah sebuah cacat pengelasan yang terjadi pada daerah root atau akar las, sebuah pengelasan dikatakan IP jika pengelasan pada daerah root tidak tembus atau reinforcemen pada akar las berbentuk cekung. Penyebab Cacat Incomplete Penetration:
Travel speed terlalu tinggi.
Jarak gap atau root opening terlalu lebar.
Jarak elektroda atau busur las terlalu tinggi.
Sudut elektroda yang salah.
Ampere las terlalu kecil. Cara mencegah cacat Incomplete Penetration:
Travel speed disesuaikan dengan WPS.
Standar gap atau root opening 2-4 mm.
Standar jarak elektroda 1,5 x diameter elektroda.
Ampere disesuaikan dengan Welding Prosedur. 6. Incomplete Fusion
Incomplete Fusion Cacat Incomplete Fusion adalah sebuah hasil pengelasan yang tidak dikehendaki karena ketidaksempurnaan proses penyambungan antara logam las dan logam induk. Cacat ini biasanya terjadi pada bagian samping lasan. Penyebab Cacat Incomplete Fusion:
Posisi Sudut kawat las salah.
Ampere terlalu rendah.
Sudut kampuh terlalu kecil.
Permukaan kampuh terdapat kotoran.
Travel Speed terlalu tinggi.
Cara Mengatasi Cacat Incomplete Fusion:
Memperbaiki Posisi Sudut Elektroda.
Menaikkan Ampere sesuai dengan WPS atau Ampere Recomended.
Sudut kampuh sesuai dengan yang di WPS.
Melakukan persiapan pengelasan yang benar, membersihkan semua kotoran.
Mengatur Travel Speed yang sesuai. 7. Over Spatter
Over Spatter (totalmateria.com) Spatter adalah percikan las, sebenarnya jika spater dapat dibersihkan maka tidak termasuk cacat. Namun jika jumlahnya berlebih dan tidak dapat dibersihkan maka dikategorikan dalam cacat visual. Penyebab Spater atau percikan las berlebih:
Ampere terlalu tinggi.
Jarak elektroda dengan base metal terlalu jauh.
Elektroda lembab. Cara mencegah terjadinya cacat pengelasan Over Spatter:
Arus diturunkan sesuai dengan rekomendasi.
Panjang busur ( 1,5 x diameter Elektroda ).
Elektroda dioven sesuai dengan handbook (khususnya kawat las low hidrogen).
8. Hot Crack
Hot Crack (leniran.blogspot.co.id) Hot Crack (retak panas) adalah sebuah retak pada pengelasan dimana retak itu terjadi setelah proses pengelasan selesai atau saat proses pemadatan logam lasan. Penyebab Hot Crack:
Pemilihan elektroda yang salah.
Tidak melakukan perlakuan panas. Cara Mencegah Hot Crack:
Menggunakan elektroda yang sesuai dengan WPS atau Low Hidrogen yang mempunyai sifat regangan yang tinggi. Melakukan perlakuan panas (PWHT dan Preheat) 9. Cold Cracking.
Penyebab Cold Cracking atau Retak dingin:
Retak Dingin pada Bahan Las (Cold Cracking).
Cooling Rate terlalu cepat.
Arus pengelasan terlalu rendah.
Travel speed terlalu tinggi.
Tidak dilakukan pemanasan awal (pre heat). Cara mencegah terjadinya Cold Cracking:
Perlambat pendinginan setelah proses pengelasan.
Panas yang diterima sesuaikan dengan WPS.
Gunakan Arus yang direkomendasi.
Travel speed pengelasan tidak terlalu cepat (lihat wps yang ada).
Lakukan pre heat (untuk material yang karbon ekuivalen diatas 0,40 maka harus dipreheat).
10. Distorsi
Distorsi (SlideShare) Pengertian distorsi pada pengelasan adalah sebuah perubahan bentuk material yang diakibatkan panas yang berlebih saat proses pengelasan berlangsung. Distorsi ini terjadi saat proses pendinginan, karena adanya panas yang berlebih maka material dapat mengalami penyusutan atau pengembangan sehingga akan tarik menarik dan membuat material tersebut melengkung. Penyebab terjadinya distorsi:
Panas yang berlebih.
Ampere terlalu tinggi.
Take weld (las ikat) kurang kuat.
Persiapan pengelasan yang salah.
Cara mencegah distorsi las:
Menyesuaikan arus dengan yang ada di WPS.
Take weld (las ikat) ditambah atau memberikan stopper (penguat pada logam induk).
Melakukan Persiapan pengelasan yang benar.