![Joint Detail (Qw-402) [PDF]](https://pdfs.asia/img/200x200/joint-detail-qw-402.jpg)
7 0 367 KB
WELDING PROCEDURE SPECIFICATION Code:- ASME Sec-IX
WPS No:Rev.No Welding Process:
WPS-01 0
PQR No PQR-01 Rev No 0 Sheilded Metal Arc Welding (SMAW)
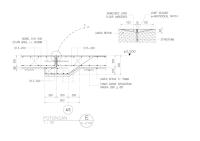
JOINT DETAIL (QW-402) Grove Design Backing Backing type Root face Root Gap
ALL With or without backing base & weld Metal 1.6 ±0.8 mm 2 to 4 mm
BASE METAL (QW-403) P No: 1 Gr NO:Specification type & Gread Thickness Range Grove Fillet
1,2 To P NO IS 2062 or Equivalent 4 mm to 24 mm V- Grove Unlimited
1
Gr No
1,2
FILLER METAL (QW-404) Preocess AWS Class F No A No
SMAW E 6013 2 1
SFA No Size of Filler Metal Brand Name Others
A 5.1 2.15mm,3.15mm,4mm NA NA
POSITION (QW-405) Grove Fillet Weld Progression
1G All UP HILL
PREHEAT (QW-406) Preheat Temp (MIN) interpass Temp Others
NILL or up to ambient temperature used to remove moisture if required NA NA
Signature Name Date Prepared by
Reviewd by
Approved by
WELDING PROCEDURE SPECIFICATION Code:- ASME Sec-IX
WPS No:Rev.No Welding Process:
WPS-01 0
PQR No PQR-01 Rev No 0 Sheilded Metal Arc Welding (SMAW)
JOINT DETAIL (QW-402)
GAS (QW-408)
Shielding Gas Backing Gas Percentage composition Flow rate
NA NA NA NA
ELECTRICAL CHARECTERISTICS (QW-409) Current Range (A) Voltage Range(V) Polarity Tungstun Electrode Type Mode of Metal Transfer Electrode wire speed range
Refer Table Refer Table DCEP, DCEN NA NA NA
TECHNIQUE(QW-410) String & Weave Bead Initial & interpass cleaning Method of back gouging Multi or single pass
Maximum of 3 times of Electrode dia Grinding/Chipping/wire brushing Grinding as Applicable Multiple
TABLE-1 Weld Layer Root Hot pass Fill up Final Backchipping
Process SMAW SMAW SMAW SMAW SMAW
Filler Metal Class Dia E-6013 3.15 E-6013 4 E-6013 4 E-6013 4 E-6013 4
Type DCEP DCEP DCEP DCEP DCEP
Current Amps 80-130 100-190 100-190 100-190 100-190
Voltage range(V) 22-26 26-35 26-35 26-35 26-35
Signature Name Date Prepared by
Reviewd by
Approved by
Travel speed range mm/Min 65-80 50-70 50-70 50-70 50-70