![Makalah Control Chart [PDF]](https://pdfs.asia/img/200x200/makalah-control-chart.jpg)
17 0 382 KB
KATA PENGANTAR Alhamdulillahi Rabbil ‘alamin, Puji dan syukur kepada Allah Subhanahu Wa Ta’ala. Karena atas izin-Nya, makalah ini dapat terselesaikan tepat pada waktunya. Makalah ini dibuat sebagai tugas di kelas pada mata kuliah Manajemen Mutu dan Kemanan Pangan semester VII 2016/2017 dan sebagai salah satu syarat dan penilaian kelulusan mata kuliah ini. Penyusun menyampaikan banyak terima kasih kepada Bu Fajriyati Mas’ud, STP., M. Si., atas arahan dan ilmunya pada kuliah Manajemen Mutu dan Kemanan ini, serta teman-teman yang terlibat dalam penyusunan makalah ini. Penulis sadari pada makalah ini masih terdapat banyak kekurangan, oleh karena itu Penulis memohon maaf yang sebesar-besarnya apabila pada pemanfaatannya nanti terdapat kekurangan sehingga kritik dan saran sangat diharapkan untuk melengkapi makalah ini.
Makassar, November 2016 Penulis
DAFTAR PUSTAKA
KATA PENGANTAR DAFTAR ISI
......................................................................................
....................................................................................................
BAB I PENDAHULUAN
................................................................................
BAB II PEMBAHASAN
.................................................................................
A. B. C. D. E. F. G. H. I.
Pengertian Kualitas Statistik ...................................................................... Peta Kendali (Control Chart) ....................................................................... Sejarah Peta Kendali (Control Chart) .......................................................... Jenis-jenis Peta Kendali (Control Chart) .......................................... Tujuan Peta Kendali (Control Chart) ................................................ Manfaat Peta Kendali (Control Chart) ............................................. Variasi SPC .................................................................................. Peta Kendali (Control Chart) Rata-Rata (X) dan Range (R) ............ Peta Kendali (Control Chart) Rata-Rata (X) dan Standar Deviasi (S) ..........
BAB III PENUTUP A. Kesimpulan
.........................................................................................
.................................................................................................
DAFTAR PUSTAKA
......................................................................................
BAB I PEDAHULUAN A. Latar Belakang Pengendalian Kualitas Statistik merupakan Ilmu yang mempelajari tentang metode pengendalian kualitas berdasarkan konsep statistik. Tujuan pengendalian kualitas statistik adalah untuk memperoleh jaminan kualitas, menjaga konsistensi kualitas yang dilaksanakan dengan grafik pengendali (Control Chart) dengan cara untuk mempertinggi kualitas atau mengurangi biaya, penggunaan alat produksi lebih efisien, mengurangi rework dan
pembuangan, inspeksi yang lebih baik, memperbaiki hubungan produsen-konsumen, dan spesifikasi lebih baik. Grafik pengendali (control chart) digunakan untuk membantu dalam menentukan apakah proses berada dalam pengendalian atau tidak. Bila penyimpangan atau kesalahan melebihi batas pengendalian, menunjukkan bahwa sebab-sebab terduga telah masuk ke dalam proses dan proses harus diperiksa untuk mengidentifikasi penyebab dari penyimpangan atau kesalahan yang berlebihan tersebut. Proses diharapkan hanya berjalan dengan sebab-sebab tak terduga saja, sehingga secara langsung kesalahan karena sebab-sebab tak terduga tersebut dapat distabilkan. Peta kontrol dapat dibagi menjadi dua jenis, yaitu peta kontrol atribut dan peta kontrol variabel. Karakteristik kualitas yang dapat diukur dan dinyatakan secara kuantitatif dinamakan variabel, sedangkan kualitas yang dinilai sebagai sesuai atau tidak sesuai (cacat) dinamakan atribut. Peta kontrol memberikan informasi tentang kemampuan proses, nilai parameter proses yang penting, dan stabilitas terhadap waktu sehingga memberikan taksiran kemampuan proses. Informasi ini Sangat berguna bagi perancangan produk dan proses. Pengertian atribut dalam pengendalian kualitas berkaitan dengan karakteristik kualitas yang dapat digolongkan atas baik (diterima) dan cacat (ditolak). Salah satu peta kontrol atribut yaitu Peta kontrol (control chart), yaitu peta kontrol untuk jumlah ketidaksesuaian (number of nonconformities), mempunyai kegunaan yang jauh lebih terbatas. Oleh karena itu, dalam makalah yang berjudul Peta Kendali (Control Chart) ini akan dijelaskan mengenai pengertian peta kontrol (control chart), tujuan, jenis-jenis dan contoh penerapan peta kendali. BAB II PEMBAHASAN A. Pengertian Kualitas Statistik Pengendalian kualitas statistik (statistical quality control), disingkat SPC, adalah bagan visual untuk memberi gambaran proses yang sedang berjalan, untuk mengetahui apakah proses berada didalam batas-batas yang telah ditetapkan sebelumnya atau tidak. Dapat juga dikatakan bahwa Pengendalian Kualitas Statistik merupakan Ilmu yang mempelajari tentang teknik /metode pengendalian kualitas berdasarkan prinsip/ konsep statistik Pengendalian kualitas statistik adalah alat yang sangat berguna dalam membuat produk sesuai dengan spesifikasi sejak dari awal proses hingga akhir proses. Dalam banyak proses produksi,
akan selalu ada gangguan yang dapat timbul secara tidak terduga. Apabila gangguan tidak terduga dari proses ini relatif kecil biasanya dipandang sebagai gangguan yang masih dapat diterima atau masih dalam batas toleransi. Apabila gangguan proses ini relatif besar atau secara kumulatif cukup besar dikatakan tingkat gangguan yang tidak dapat diterima. Tujuan pengendalian kualitas statistic antara lain : 1. Memperoleh jaminan kualitas (quality Assurance) dapat dilakukan dengan rencana sampel penerimaan. 2. Menjaga konsistensi Kualitas, dilaksanakan dengan Control Chart. Dengan penerapan pengendalian kualitas statistikal perusahaan akan mendapat manfaat atau keuntungan antara lain : 1. 2. 3. 4. 5. 6.
Untuk mempertinggi kualitas atau mengurangi biaya. Menjaga kualitas lebih uniform. Penggunaan alat produksi lebih efisien. Mengurangi rework dan pembuangan. Inspeksi yang lebih baik. Memperbaiki hubungan produsen-konsumen.
B. Peta Kendali (Control Chart) Peta kendali atau control chart merupakan sebuah alat grafik yang digunakan untuk melakukan pengawasan dari sebuah proses yang sedang berjalan. Nilai dari karakteristik
kualitas diplot sepanjang garis vertikal, dan garis horizontal mewakili sampel atau subgrup (berdasarkan waktu) di mana karakteristik dari kualitas ditemukan (Montgomery, 2009). Peta Kendali atau Control Chart merupakan suatu teknik yang dikenal sebagai metode grafik yang digunakan untuk mengevaluasi apakah suatu proses berada dalam pengendalian kualitas secara statistik atau tidak sehingga dapat memecahkan masalah dan menghasilkan perbaikan kualitas. Metode ini dapat membantu perusahaan dalam mengontrol proses produksinya dengan memberikan informasi dalam bentuk grafik. Tujuan dari perancangan program aplikasi control chart ini adalah untuk melihat sejauh mana tingkat keberhasilan suatu proses produksi sehingga bisa dijadikan pedoman dalam mengarahkan perusahaan ke arah pemenuhan spesifikasi konsumen. Peta kendali digunakan untuk membantu mendeteksi adanyapenyimpangan dengan cara menetapkan batas-batas kendali: 1. Upper control limit/batas kendali atas (UCL) Merupakan garis batas atas untuk suatu penyimpangan yang masih diijinkan. 2. Central line/garis pusat atau tengah (CL) Merupakan garis yang melambangkan tidak adanya penyimpangan dari karakteristik sampel. 3. Lower control limit/batas kendali bawah (LCL) Merupakan garis batas bawah untuk suatu penyimpangan dari karakteristik sampel. Jenis-jenis peta kendali antara lain (Montgomery, 2009): Berikut ini adalah contoh gambaran peta kendali yang digunakan dalam pengendalian kualitas.
Peta kendali (Control Chart) merupakan alat SPC (Statistical Process Control) yang paling penting yang digunakan untuk mendeteksi ketika proses dalam keadaan tidak terkendali (out of control). Peta kendali pertama kali di perkenalkan oleh DR. Walter Andrew Shewart dari Bell Telephone Laboratories, Amerika Serikat, Tahun 1924 dengan maksud untuk menghilangkan variasi tidak normal melalui pemisahan variasi yang disebabkan oleh
penyebab khusus (special-cause variation) dari variasi yang disebabkan oleh sebab umum (common-causes variation). Pada dasarnya semua proses menampilkan variasi, namun proses produksi harus dikendalikan dengan cara menghilangkan variasi penyebab khusus dari proses tersebut, sehingga variasi yang ada pada proses hanya disebabkan oleh variasi penyebab umum. C. Sejarah Peta Kendali/Control Chart Peta kendali atau biasa dikenal dengan istilah control chart pertamakali ditemukan oleh Dr. Walter A. Andrew Shewar Di Amerika serikat pada tahun 1924. Ketika Walter A. Andrew Shewar bekerja untuk Bell Labs pada tahun 1920. Dr. A.W.Shewhart dan rekan-rekannya terus mengembangkan diagram-diagram pengendalian mutu sejak tahun 1920-1930. Dengan teknik-teknik ini, proses penyediaan barang-barang produksi dan jasa dapat lebih mudah diperkirakan dan lebih konsisten. Ketika Walter A. Andrew Shewar bekerja untuk Bell Labs pada tahun 1920. Beberapa pemimpin perusahaan telah berusaha untuk meningkatkan keandalan atau kualitas sistem transmisi telepon yang mereka gunakan karena amplifier dan peralatan yang digunakan harus dikubur atau ditaruh di bawah tanah. Pada 1920, para pemimpin perusahaan telah menyadari pentingnya mengurangi variasi dalam proses manufaktur. Selain itu, mereka telah menyadari bahwa proses penyesuaian secara terus-menerus untuk menyelesaikan masalah yang tidak sesuai dapat meningkatkan variasi dan menimbulkan kualitas yang buruk. Dari beberapa kendala yang dialami oleh pemimpin perusahaan dan melihat peluang kebutuhan bisnis yang lebih kuat untuk mengurangi frekuensi kegagalan dan meningkatkan perbaikan. Shewhart menyusun dan mengumpulkan masalah-masalah tersebut dan menyusunnya dengan metode umum ke khusus. Tanggal 16 Mei 1924, Walter A. Andrew Shewar menulis sebuah memo internal untuk memperkenalkan peta kendali (control chat) sebagai alat untuk membedakan antara keduanya. Atasan Dr. Shewhart, George Edwards, menceritakan mengenai cara Dr, Walter A. Andrew Shewar dalam membuat atau memperkenalkan peta kendali (control chat ) Bahwa "Dr Shewhart terlebih dahulu menyiapkan memorandum beberapa halaman berkisar antara sepertiga dari halaman sebuah diagram sederhana yang dikenal sebagai peta kendali skema diagram dan teks pendek yang didahului dengan penetapan prinsip-prinsip penting dan pertimbangan yang telah kami ketahui sebagai kontrol kualitas. Shewhart menekankan bahwa untuk membawa proses produksi menjadi sistem kontrol statistik, yang mana hanya ada tiga pokok yaitu umum, penyebab, dan variasi, dan
menyimpannya dalam kontrol. Cara ini sangat diperlukan untuk memprediksi keluaran masa depan dan untuk mengelola proses ekonomi. Shewhart menciptakan dasar diagram kontrol dan konsep negara kontrol statistik dengan percobaan yang dirancang dengan hati-hati. Sementara Shewhart menarik dari teori statistik matematika murni, Shewhart memahami data dari proses fisik yang menghasilkan "kurva normal distribusi" (distribusi Gaussian, juga biasa disebut sebagai "kurva lonceng"). Shewhart menemukan bahwa variasi yang diamati dalam data manufaktur tidak selalu member hasil dengan cara yang sama sebagai data yang sesuai (gerak Brown dari partikel). Pada tahun 1924 atau 1925, inovasi Shewhart menjadi perhatian W. Edwards Deming, yang bekerja di fasilitas Hawthorne. Setelah kekalahan Jepang pada akhir Perang Dunia II, Deming menjabat sebagai konsultan statistik untuk Panglima Tertinggi untuk Sekutu dan menjadi pendukung inovasi Shewhart. Keterlibatannya dalam kehidupan Jepang, dan karir yang panjang sebagai konsultan industri di sana W. Edwards Deming menggunakan dan menyebarkan pemikiran Shewhart sehingga penggunaan peta kendali digunakan secara luas di industri manufaktur Jepang sepanjang tahun 1950-an dan 1960-an. D. Jenis-Jenis Peta Kendali/Control Chart Pengelompokkan jenis-jenis peta kendali tergantung pada tipe datanya. Gaspersz (1998) menjelaskan bahwa konteks pengendalian proses statistikal dikenal dua jenis data, yaitu : 1. Data variable Merupakan data kuantitatif yang diukur untuk keperluan analisis. Contoh dari data variable karakteristik kualitas adalah diameter pipa, ketebalan produk kayu, berat semen dalam kantong, dll. Untuk data hasil pengukuran atau data variabel maka control chart yang biasa digunakan adalah control chart X-R dan X-S. Selain ditentukan oleh jumlah observasi yang dilakukan control chart juga dapat ditentukam oleh karakteristik kualitas sesuai dengan yang diinginkan konsumen. Beberapa peta kendali untuk data variable adalah peta kendali X-R Chart , X-S Chart dan I-MR Chart a. X-R Chart
adalah peta kendali untuk mengendalikan proses berdasarkan rata-rata (Xbar) dan Range (R). Xbar-R Chart digunakan apabila ukuran sampel yang dikumpulkan berjumlah lebih dari 2 dan kurang dari atau sama dengan 5
(25) pada setiap sampel data, jumlah set sampel yang ideal adalah 20-25 set sampel. c. I-MR Chart (Individual Moving Range Chart) I-MR Chart digunakan apabila data sampel yang dikumpulkan hanya berjumlah satu unit. Chart
jenis ini sering digunakan jika sampel yang
diperiksa tersebut harus dimusnahkan (tidak dapat dipakai kedua kalinya) atau pada produk yang berharga tinggi.
2. Data atribut Merupakan data kualitatif yang dapat di hitung untuk pencatatan dan analisa. Contoh dari data atribut karakteristik kualitas adalah ketiadaan label pada kemasan produk, kesalahan proses administrasi, banyaknya jenis cacat pada produk, banyaknya produk kayu lapis yang cacat karena corelap, dll. Data untuk atribut (Atributes Data) merupakan data kualitatif yang dapat dihitung untuk pencatatan dan analisis. Contoh dari data atribut adalah ketiadaan label pada kemasan produk, kesalahan proses administrasi buku tabungan nasabah, banyaknya jenis cacat pada produk dan lain-lain. Data atribut diperoleh dalam bentuk unit-unit ketidaksesuaian dengan spesifikasi atribut yang ditetapkan. Atribut dalam pengendalian kualitas menunjukkan karakteristik kualitas yang sesuai dengan spesifikasi. Atribut digunakan apabila ada pengukuran yang tidak memungkinkan untuk dilakukan misalnya goresan, kesalahan warna, atau ada bagian yang hilang. Selain itu, atribut digunakan apabila pengukuran dapat dibuat tetapi tidak dibuat karena alasan waktu, biaya, atau kebutuhan. Pengendalian kualitas proses statistic untuk data atribut ini digunakan sebagai pengganti pengendali kualitas proses statistik untuk data variabel.
Grafik pengendali kualitas proses statistik data atribut dapat digunakan pada semua tingkatan dalam organisasi, perusahaan, dan mesin-mesin. Grafik pengendali kualitas proses statistik data atribut juga dapat membantu mengidentifikasi akar permasalahan baik pada tingkat umum maupun pada tingkat yang lebih mendetail. Ada dua kelompok grafik pengendali proses statistik data atribut, yaitu yang berdasarkan distribusi binomial dan distribusi poisson. Kelompok pengendali untuk unit-unit ketidaksesuaian, didasarkan pada distribusi binomial seperti p-chart yang menunjukkan proporsi ketidaksesuaian dalam sampel atau sub kelompok yang ditunjukkan dengan bagian atau persen. Sedangkan yang berdasarkan distribusi poisson, terdapat c-chart dan u-chart. Untuk menyusun grafik pengendali proses statistik untuk data atribut diperlukan beberapa langkah sebagai berikut. a. Menentukan sasaran yang akan dicapai Sasaran ini akan mempengaruhi jenis pada pengendali kualitas proses statistik data atribut yang harus digunakan. Hal ini tentu saja dipengaruhi oleh karakteristik kualitas suatu produk dan proses, apakah proporsi atau banyaknya ketidaksesuaian dalam sampel atau sub kelompok, ataukah ketidaksesuaian dari suatu unit setiap kali mengadakan observasi. b. Menentukan banyaknya sampel dan banyaknya observasi Banyaknya sampel yang diambil akan mempengaruhi jenis grafik pengendali di samping karakteristik kualitasnya. c. Mengumpulkan data Data yang dikumpulkan tentu disesuaikan dengan jenis peta pengendali. Misalnya suatu perusahaan atau organisasi menggunakan p-chart, maka data yang dikumpulkan juga harus diatur dalam bentuk proporsi kesalahan terhadap banyaknya sampel yang diambil. d. Menentukan garis Menentukan garis tengah dan batas-batas pengendali pada masing-masing grafik
pengendali
biasanya
menggunakan
±3σ
sebagai
batas-batas
pengendalinya. e. Merevisi garis tengah dan batas-batas pengendali Revisi terhadap garis pusat dan batas-batas pengendali dilakukan apabila dalam grafik pengendali kualitas proses statistik untuk data atribut terdapat data yang berada di luar batas pengendali statistik (out of statistical control) dan diketahui kondisi tersebut disebabkan karena penyebab khusus.
Demikian pula data yang berada di bawah garis pengendali bawah apabila ditemukan penyebab khusus di dalamnya tentu juga diadakan revisi. Untuk data atribut peta kendalinya peta–P, peta–C, peta –U dan peta-np a. Peta-P Digunakan untuk mengukur proposi cacat dari item yang dihasilkan dalam suatu produk. Dengan demikian peta kendali p digunakan untuk mengendalikan proposi item yang tidak memenuhi syarat kualitas yang dihasilkan dalam suatu proses. b. Peta-C Diterapkan pada kasus yang tingkat tolerasi atas kelemahan satu atau beberapa titik spesifik yang tidak memenuhi syarat sepanjang tidak mempengaruhi fungsi dari produk yang diperiksa.
c. Peta-U Mengukur banyaknya cacat per unit laporan inpeksi dalam kelompok pengamatan, yang mungkin memiliki ukuran contoh.
d. Peta-np Peta kendali np menggunakan ukuran banyaknya item yang tidak memenuhi spesifikasi dalam suatu pemeriksaan. Jadi dalam peta np tidak ada perubahan skala pengukuran
E. Tujuan Peta Kendali/Control Chart Tujuan Control Chart adalah untuk menetapkan apakah setiap titik pada grafik normal atau tidak normal dan dapat mengetahui perubahan dalam proses dari mana data dikumpulkan, sehingga setiap titik pada grafik harus mengindikasikan dengan cepat dari proses mana data diambil. Pada dasarnya peta-peta kendali dipergunakan untuk : 1. Mengidentifikasi variasi. control chart digunakan sebagai diagnosis terhadap persoalan proses/analisis proses. Dengan melihat control chart dapat di identifikasi sumber variasi apakah common causes satau special causes variation. Titik-titik yang terletak diluar control limits disebabkan oleh special causes variation. Pada umumnya titik yang terletak di dalam control limits menunjukkan proses stabil begitu juga sebaliknya. Jadi control chart
dapat digunakan untuk membedakan antara variabel-variabel yang secara konsisten mempengaruhi karakteristik proses (common causes variation) dengan variabelvariabel yang menimbulkan efek tak terduga terhadap karakteristik proses (Special Causes Variation). 2. Untuk menentukan kontrol dan kapabilitas kontrol statistik/Statistical Control Capability (Stable). suatu proses yang hanya mempunyai common causes varitaion yang mempengaruhi hasil disebut proses yang stabil atau dapat dikatakan berada dalam statistical control capability. Proses dikatakan kapabel apabila bersifat stabil dan outputnya memenuhi kebutuhan pelanggan. Dapat terjadi bahwa proses bersifat stabil tetapi tidak kapabel dalam memenuhi kebutuhan pelanggan. 3. Untuk mengetahui kapan perubahan perlu dilakukan sekali diketahui special cause variation, maka dapat dihilangkan tanpa mengubah seluruh proses atau sistem. Terlebih dulu dapat dihilangkan special cause variation untuk membuat proses menjadi stabil. Setelah itu dapat diperkirakan kapabilitas proses untuk memenuhi kebutuhan customer. Tanpa control chart sering dilakukan kesalahan dengan mengubah proses stabil yang sebetulnya tidak perlu. 4. Untuk mengetahui tanggung jawab yang diperlukan untuk melakukan perbaikan. Biasanya orang-orang yang terlibat di dalam proses bertanggung jawab untuk menghilangkan special causes. Common causes adalah persoalan sistem atau proses sehingga ini merupakan tanggung jawab orang-orang yang bekerja terhadap sistem untuk melakukan perubahan sistem. F. Manfaat Peta Kendali/Control Chart Control chart digunakan untuk mengadakan perbaikan kualitas proses, membantu menentukan spesifikasi-spesifikasi yang efektif, menentukan kapan proses dijalankan dan kapan dibuat penyesuaiannya, dan menemukan penyebab dari tidak diterimanya standar kualitas tersebut (produk). Control chart ini digunakan apabila dalam pengukuran ternyata ada kecenderungan hasil pengukurannya semakin naik atau semakin menurun. Control chart ini juga berperan sebagai pengontrol kualitas produk agar sesuai dengan keinginan konsumen atau pelanggan. G. Variasi Dalam SPC Peta kendali adalah metode statistik untuk membedakan adanya variasi yang disebabkan oleh sebab umum dan sebab khusus. Menurut Gapersz (1998:28), variasi adalah
ketidakseragaman dalam sistem produksi atau operasional sehingga menimbulkan perbedaan dalam kualitas pada barang atau jasa yang dihasilkan. Variasi diklasifikasikan berdasarkan sumber atau penyebab timbulnya variasi, antara lain : 1.
Variasi dari sebab khusus yaitu variasi yang disebabkan oleh kejadian-kejadian di luar sistem. Biasanya bersumber dari faktor-faktor manusia, peralatan, material, lingkungan, metode kerja, dan lain-lain. Penyebab khusus ini dapat diidentifikasikan atau ditemukan, sebab penyebab ini tidak selalu ada dalam proses tetapi memiliki pengaruh yang kuat terhadap proses sehingga menimbulkan variasi. Variasi yang disebabkan oleh penyebab khusus menyebabkan proses berada pada keadaan tidak
terkendali secara statistik atau berada diluar batas pengendalian atas maupun bawah. 2. Variasi dari sebab umum yaitu variasi yang disebabkan oleh faktor-faktor didalam sistem dan selalu melekat pada proses yang menyebabkan timbulnya variasi dalam sistem serta hasil-hasilnya. Variasi yang disebabkan oleh penyebab umum tidak begitu mempengaruhi proses selanjutnya karena proses masih berada pada keadaan terkendali secara statistik atau berada didalam batas pengendali atas dan bawah. Dalam memproduksi barang secara massal tentu akan dijumpai variasi meskipun sudah ditentukan ukuran maupun kualitasnya. Ada 3 macam variasi yang dapat terjadi : 1. Variasi yang terdapat pada unit (barang) / variasi dalam objek Misalnya : Kehalusan dari salah satu sisi dari suatu produk tidak sama dengan sisi lain, lebar bagian atas suatu produk tidak sama dengan lebar bagian bawah. 2. Variasi yang timbul diantara unit-unit yang dihasilkan selama waktu tertentu / variasi antar objek Misalnya : Suatu produk yang diproduksi pada saat yang hampir sama mempunyai kualitas yang berbeda atau bervariasi. 3. Variasi yang ditimbulkan oleh perbedaan waktu produksi Misalnya : Produksi pagi hari berbeda dengan hasil produksi siang hari. H. Peta Kendali/Control Chart Rata-Rata(X) dan Range(R) 1.
Control chart rata-rata Manafaat dari control chart rata-rata, sebagai berikut : a) Memantau perubahan suatu sebaran atau distribusi suatu variabel asal dalam hal lokasinya (pemusatannya).
b) Apakah proses masih berada dalam batas-batas pengendalian atau tidak c) Apakah rata-rata produk yang dihasilkan sesuai dengan standar yang telah ditentukan. 2. Control chart range Manfaat dari control chart range (R), sebagai berikut : a. Memantau perubahan dalam hal spread-nya (penyebarannya) b. Memantau tingkat keakurasian/ketepatan proses yang diukur dengan mencari range dari sampel yang diambil.
Pembuatan peta kendali X dan R a. Tentukan ukuran subgrup (n = 3, 4, 5, ......) b. Tentukan banyaknya subgrup (k) sedikitnya 20 subgrup c. Hitung nilai rata-rata dari setiap subgrup, yaitu X. d. Hitung nilai rata-rata seluruh X, yaitu X, yang merupakan center line dari peta kendali X e. Hitung nilai selisih data terbesar dengan data terkecil dari setiap subgrup, yaitu range (R) f. Hitung nilai rata-rata dari seluruh R, yaitu R yang merupakan center line dari peta kendali R g. Hitung batas kendali dari peta kendali X :
dimana A2 = UCL = X + (A2 . R)
3 d2 n
LCL = X – (A2 . R) h. Hitung batas kendali untuk peta kendali R UCL = D4 . R LCL = D3 . R i. Plot data X dan R pada peta kendali X dan R serta amati apakah data tersebut berada dalam pengendalian atau tidak. j. Hitung indeks kapabilitas proses (Cp)
Cp =
USL - LSL 6S
Dimana :
S=
R d2
Kriteria penilaian : • • •
Jika Cp>1,33 maka kapabilitas proses sangat baik Jika 1,00≤Cp≤1,33 maka kapabilitas proses baik Jika Cp 1,33 dan Cp = Cpk
• •
Jika Cpk = Cp maka proses terjadi ditengah Jika Cpk = 1 maka proses menghasilkan produk yang sesuai dengan
•
spesifikasi Jika Cpk < 1 maka proses menghasilkan produk yang tidak sesuai dengan spesifikasi
Contoh kasus I : PT XYZ adalah suatu perusahaan pembuatan suatu produk industri. Ditetapkan spesifikasi adalah : 2,40 ± 0,05 mm. Untuk mengetahui kemampuan proses dan mengendalikan proses itu bagian pengendalian PT XYZ telah melakukan pengukuran terhadap 20 sampel. Masing-masing berukuran 5 unit (n = 5 ) Sampel 1 2 3 4 5 6 7 8
Hasil Pengukuran X1 2.38 2.39 2.40 2.39 2.38 2.41 2.36 2.39
X2 2.45 2.40 2.37 2.35 2.42 2.38 2.38 2.39
X3 2.40 2.43 2.36 2.37 2.39 2.37 2.35 2.36
X4 2.35 2.34 2.36 2.39 2.35 2.42 2.38 2.41
X5 2.42 2.40 2.35 2.38 2.41 2.42 2.37 2.36
9 10 11 12 13 14 15 16 17 18 19 20
2.35 2.43 2.39 2.38 2.42 2.36 2.45 2.36 2.38 2.40 2.39 2.35
2.38 2.39 2.36 2.35 2.37 2.38 2.43 2.42 2.43 2.35 2.45 2.41
2.37 2.36 2.42 2.35 2.40 2.38 2.41 2.42 2.37 2.39 2.44 2.45
2.37 2.42 2.39 2.35 2.43 2.36 2.45 2.43 2.39 2.35 2.38 2.47
Perhitungan : Sampel 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 Jumlah Rata-rata
X=
( X) k
=
47,78 = 2,39 20
Perhitungan Rata-rata Range 2.40 0.10 2.39 0.09 2.37 0.05 2.38 0.04 2.39 0.07 2.40 0.05 2.37 0.03 2.38 0.05 2.37 0.04 2.39 0.07 2.38 0.06 2.36 0.04 2.41 0.06 2.37 0.02 2.44 0.04 2.40 0.07 2.39 0.06 2.37 0.05 2.41 0.08 2.41 0.12 47.78 1.19 2.39 0.06
2.39 2.37 2.36 2.39 2.41 2.36 2.45 2.37 2.38 2.35 2.37 2.35
R=
( R) 1,19 = = 0,06 k 20
Peta kendali X : CL = X = 2,39 UCL = X + (A2 x R) = 2,39 + (0,577 x 0,06) = 2,42 LCL = X – (A2 x R) = 2,39 – (0,577 x 0,06) = 2,36 Peta kendali R : CL = R = 0,06 UCL = D4 x R = 2,114 x 0,06 = 0,12 LCL = D3 x R = 0 x 0,06 = 0 Pada peta X ada data yang out of control, maka data pada sampel tersebut dibuang! Sampel 1 2 3 4 5 6 7 8 9 10 11 12 13 14 16 17 18 19 20 Jumlah Rata-rata
X=
( X) k
=
45, 34 = 2,386 19
Perhitungan Rata-rata Range 2.40 0.10 2.39 0.09 2.37 0.05 2.38 0.04 2.39 0.07 2.40 0.05 2.37 0.03 2.38 0.05 2.37 0.04 2.39 0.07 2.38 0.06 2.36 0.04 2.41 0.06 2.37 0.02 2.40 0.07 2.39 0.06 2.37 0.05 2.41 0.08 2.41 0.12 45.34 1.15 2.386 0.0605
R=
( R) k
=
1,15 = 0, 0605 19
Peta kendali X : CL = X = 2,386 UCL = X + (A2 x R) = 2,386 + (0,577 x 0,0605) = 2,4209 LCL = X – (A2 x R) = 2,386 – (0,577 x 0,0605) = 2,3511 Peta kendali R : CL = R = 0,0605 UCL = D4 x R = 2,114 x 0,0605 = 0,1280 LCL = D3 x R = 0 x 0,06 = 0 Karena sudah tidak ada data yang out of control, maka langkah selanjutnya adalah menghitung kapabilitas proses. Perhitungan kapabilitas proses :
S=
R 0, 0605 = = 0, 026 d 2 2,326
Cpk = Minimum {CPU : CPL} = 0,4615 Keputusannya adalah : Nilai Cpk sebesar 0,4615 yang diambil dari nilai CPL menunjukkan bahwa proses cenderung mendekati batas spesifikasi bawah Nilai Cp sebesar 0,6410 ternyata kurang dari 1, hal ini menunjukkan kapabilitas proses untuk memenuhi spesifikasi yang ditentukan rendah. I. Peta Kendali/ Control Chart Rata-Rata (X) dan Standar Deviasi (S) Peta kendali standar deviasi digunakan untuk mengukur tingkat keakurasian suatu proses. Langkah-langkah pembuatan peta kendali x dan S adalah sebagai berikut : 1. Tentukan ukuran contoh/subgrup (n > 10) 2. Kumpulkan banyaknya subgrup (k) sedikitnya 20 – 25 subgrup 3. Hitung nilai rata-rata dari setiap subgrup, yaitu x 4. Hitung nilai rata-rata dari seluruh x, yaitu x yang merupakan garis tengah (center line) dari peta kendali x
5. Hitung simpangan baku dari setiap subgrup yaitu S :
S=
(X
i
- X)2
n -1
6. Hitung nilai rata-rata dari seluruh S, yaitu S yang merupakan garis tengah dari peta kendali S
7. Hitung batas atas kendali dari peta kendali x : 3.S
UCL = x +
C4. n 3.S 3 LCL = x dimana = A3 C4. n C4. n sehingga UCL = x + (A3.S) LCL = x - (A3.S)
8. Hitung batas kendali untuk peta kendali S : UCL = S + LCL = S -
3.S (1- C4) 3. (1- C4) dimana 1+ = B4 C4 C4
3.S (1- C4) 3. (1- C4) dimana 1= B3 C4 C4
Sehingga : UCL = B4 . S LCL = B3 . S 9. Plot data x dan S pada peta kendali x dan S serta amati apakah data tersebut berada dalam pengendalian atau diluar pengendalian. Contoh Kasus II Misalnya, Perusahaan ASA melakukan monitoring terhadap produk yang dihasilkan oleh bagian produksi selama 25 hari. Setiap hari diambil 5 (harusnya > 10, namun untuk kepentingan kemudahan pembahasan dimisalkan 5) produk untuk diukur panjangnya. Selengkapnya tersaji dalam tabel berikut:
Jumlah Observasi
Hasil Pengukuran
x
S
1
20, 22, 21, 23, 22
21,60
1,14
2
19, 18, 22, 20, 20
19,80
1,48
3
25, 18, 20, 17, 22
20,40
3,21
4
20, 21, 22, 21, 21
21,00
0,71
5
19, 24, 23, 22, 20
21,00
2,07
6
22, 20, 18, 18, 19
19,40
1,67
7
18, 20, 19, 18, 20
19,00
1,00
8
20, 18, 23, 20, 21
20,40
1,82
9
21, 20, 24, 23, 22
22,00
1,58
10
21, 19, 20, 20, 20
20,00
0,71
11
20, 20, 23, 22, 20
21,00
1,41
12
22, 21, 20, 22, 23
21,60
1,14
13
19, 22, 19, 18, 19
19,40
1,52
14
20, 21, 22, 21, 22
21,20
0,84
15
20, 24, 24, 21, 23
22,80
1,64
16
21, 20, 24, 20, 21
21,20
1,64
17
20, 18, 18, 20, 20
19,20
1,10
18
20, 24, 23, 23, 23
22,40
1,52
19
20, 19, 23, 20, 19
20,20
1,64
20
22, 21, 21, 24, 22
22,00
1,22
21
23, 22, 22, 20, 22
21,80
1,10
22
21, 18, 18, 17, 19
18,60
1.52
23
21, 24, 24, 23, 23
23,00
1,22
24
20, 22, 21, 21, 20
20,80
0,84
25
19, 20, 21, 21, 22
20,60
1,14
521,00
34,88
20,77
1,30
Jumlah Rata-rata
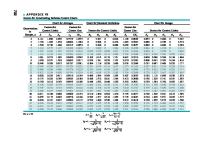
Peta kendali x : CL = 20, 77 UCL = x + (A3.S) = 20, 77 +1, 427(1,30) = 22, 63 LCL = x - (A3.S) = 20, 77 -1, 427(1,30) = 18,91 Peta kendali S : CL = 1,30 UCL = B4.S = 2, 089(1,30) = 2, 716 LCL = B3.S = 0(1,30) = 0 Tabel Nilai A2, d2, D3, D4 Subgroup
A2
d2
D3
D4
Size 2
1.880
1.128
-----
3.268
3
1.023
1.693
-----
2.574
4
0.729
2.059
-----
2.282
5
0.577
2.326
-----
2.114
6
0.483
2.534
-----
2.004
7
0.419
2.704
0.076
1.924
8
0.373
2.847
0.136
1.864
9
0.337
2.970
0.184
1.816
10
0.308
3.078
0.223
1.777
11
0.285
3.173
0.256
1.744
12
0.266
3.258
0.283
1.717
13
0.249
3.336
0.307
1.693
14
0.235
3.407
0.328
1.672
15
0.223
3.472
0.347
1.653
16
0.212
3.532
0.363
1.637
17
0.203
3.588
0.378
1.622
18
0.194
3.640
0.391
1.608
19
0.187
3.689
0.403
1.597
20
0.180
3.735
0.415
1.585
Tabel Nilai A3, B3, B4 Subgroup
A3
B3
B4
Size 2
2.659
-----
3.267
3
1.954
-----
2.568
4
1.628
-----
2.266
5
1.427
-----
2.089
6
1.287
0.030
1.970
7
1.182
0.118
1.882
8
1.099
0.185
1.815
9
1.032
0.239
1.761
10
0.975
0.284
1.716
11
0.927
0.321
1.679
12
0.886
0.354
1.646
13
0.850
0.382
1.618
14
0.817
0.406
1.594
15
0.789
0.428
1.572
16
0.763
0.448
1.552
17
0.739
0.466
1.534
18
0.718
0.482
1.518
19
0.698
0.497
1.503
20
0.680
0.510
1.490
BAB III PENUTUP
A. Kesimpulan Peta Kendali atau Control Chart merupakan suatu teknik yang dikenal sebagai metode grafik yang digunakan untuk mengevaluasi apakah suatu proses berada dalam pengendalian kualitas secara statistik atau tidak sehingga dapat memecahkan masalah dan menghasilkan perbaikan kualitas.
DAFTAR PUSTAKA Amitava, M. 1993. Fundamental of Quality Control and Improvement. Macmillan Publishing Company. New York. Anonim 2013. Diakses http://en.wikipedia.org/wiki/Control_chart#History pada tanggal November 2016 Perpustakaan Universitas Pendidikan. Metode control chart. http://repository.upi.edu/1365/4/ s_d5051_0611189_chapter3.pdf diakses pada tanggal November 2016.