![Modul Jig [PDF]](https://pdfs.asia/img/200x200/modul-jig.jpg)
11 0 2 MB
MODUL LEMBAGA SERTIFIKASI PROFESI JIG DAN FIXTURE
UNIT : C.282900.032.01
Merakit Peralatan dan Penepat Mekanik (JIG)
UNIT : C.282900.033.01
Membuat Penepat Mekanik (JIG)
UNIT :C.282900.042.01
Merancang Peralatan dan Penepat Mekanik
DISUSUN OLEH : TEAM DOSEN
FAKULTAS TEKNOLOGI INDUSTRI JURUSAN TEKNIK MESIN UNIVERSITAS GUNADARMA 2019
TUJUAN Setelah mengikuti pelatihan Modul Jig dan Fixture mahasiswa dapat mengerti dan memahami, o Pengenalan peralatan Jig dan Fixture, o Jenis-jenis Jig dan Fixture, o Keuntungan penggunaan Jig dan Fixture dalam proses produksi, o Pertimbangan penting yang diperlukan saat merancang Jig dan Fixture, o Mengetahui pengertian dan prinsip lokasi penempatan, o Dapat menggambarkan berbagai jenis lokasi, o Dapat menjelaskan clamping dan tipe yang berbeda, o Persyaratan alat penjepit yang sesuai, o Mengetahui berbagai jenis klem, o Mampu merancang Jig dan Fixture sederhana.
1
Modul Jig dan Fixture 1.1. Pengertian Jig
Jig didefinisikan sebagai peralatan khusus yang memegang, menyangga atau ditempatkan pada komponen yang akan dimesin. Alat ini adalah alat bantu produksi yang dibuat sehingga ia tidak hanya menempatkan dan memegang benda kerja tetapi juga mengarahkan alat potong ketika operasi berjalan. Jig biasanya dilengkapi dengan bushing baja keras untuk mengarahkan mata gurdi/bor (drill) atau perkakas potong lainnya. Pada dasarnya, jig yang kecil tidak dibaut/dipasang pada meja kempa gurdi (drill press table). Namun untuk diameter penggurdian diatas 0,25 inchi, jig biasanya perlu dipasang dengan kencang pada meja.
1.2. Jenis-Jenis Jig 1. Jig Bor. Jig bor digunakan untuk mengebor lobang yang besar untuk digurdi atau ukurannya aneh( Pengkasaran ) 2. Jig Gurdi Jig gurdi digunakan untuk menggurdi (drilling), meluaskan lobang (reaming), mengetap, chamfer, counterbore, reverse spotface atau reverse countersink.Jig dasar umumnya hampir sama untuk setiap operasi pemesinan, perbedaannya hanya dalam ukuran dan bushing yang digunakan. Jig gurdi bisa dibagi atas 2 tipe umum yaitu tipe terbuka dan tipe tertutup. Jig gurdi terbuka adalah untuk operasi sederhana dimana benda kerja dimesin pada hanya satu sisi. Jig gurdi tertutup atau kotak digunakan untuk komponen yang dimesin lebih dari satu sisi.
2
Gambar 1.1 Operasi umum Jig gurdi Jig template adalah jig yang digunakan untuk keperluan akurasi. Jig tipe ini terpasang diatas, pada atau didalam benda kerja dan tidak diklem . Template bentuknya paling sederhana dan tidak mahal. Jig jenis ini bisa mempunyai bushing atau tidak.
Gambar 1.2 Jig template Jig plate sejenis dengan template, perbedaannya hanya jig jenis ini mempunyai klem untuk memegang benda kerja.
3
Gambar 1.3 Jig plate Jig plate kadang-kadang dilengkapi dengan kaki untuk menaikkan benda kerja dari meja terutama untuk benda kerja yang besar. Jig jenis ini disebut jig table/meja. Jig sandwich adalah bentuk jig plate dengan pelat bawah. Jig jenis ini ideal untuk komponen yang tipis atau lunak yang mungkin bengkok atau terlipat pada jig jenis lain.
Gambar 1.4 Jig sandwich Jig angle plate (pelat sudut) digunakan untuk memegang komponen yang dimesin pada sudut tegak lurus terhadap mounting locatornya (dudukan locator) yaitu dudukan untuk alat penepatan posisi benda kerja . Modifikasi jig jenis ini dimana sudut pegangnya bisa selain 90 derajat disebut jig pelat sudut modifikasi
4
Gambar 1.4 Jig pelat sudut
Jig angle plate bisa juga dapat di modifikasi dengan cara memutar bagian bawah seperti gambar di bawah ini.
Gambar 1.5 Jig pelat sudut modifikasi Jig kotak atau jig tumble, biasanya mengelilingi komponen (seperti gambar 1.6 ). Jig jenis ini memungkinkan komponen dimesin pada setiap permukaan tanpa memposisikan ulang benda kerja pada jig.
5
Gambar 1.6 Jig kotak atau tumble Jig Channel adalah bentuk paling sederhana dari jig kotak. Komponen dipegang diantara dua sisi dan dimesin dari sisi ketiga.
Gambar 1.7 Jig kanal
Jig leaf (daun) adalah jig kotak dengan engsel daun untuk kemudahan pemuatan dan pelepasan (gambar 2.11). Jig leaf biasanya lebih kecil dari jig kotak.
6
Gambar 1.8 Jig daun Jig indexing digunakan untuk meluaskan lobang yang dimesin lainnya disekeliling komponen (gambar 1.9). Untuk melakukan ini, jig menggunakan komponen sendiri atau pelat referensi dan sebuah plunger. Jig indexing yang besar disebut juga jig rotary.
Gambar 1.9 Jig indeks Jig Trunnion adalah jenis jig rotary untuk komponen yang besar atau bentuknya aneh (gambar 1.10). Komponen pertama-tama diletakkan didalam kotak pembawa dan kemudian dipasang pada trunnion.
7
Gambar 1.10 Jig trunnion Jig pompa adalah jig komersial yang mesti disesuaikan oleh pengguna (gambar 1.11). Pelat yang diaktifkan oleh tuas membuat alat ini bisa memasang dan membongkar benda kerja dengan cepat.
Gambar 1.11 Jig pompa Jig multistation (stasion banyak) mempunyai bentuk seperti gambar 1.12. Ciri utama jig ini adalah cara menempatkan benda kerja. Ketika satu bagian menggurdi, bagian lain meluaskan lubang (reaming) dan bagian ketiga melakukan pekerjaan counterbore. Stasion akhir digunakan untuk melepaskan komponen yang sudah selesai dan mengambil komponen yang baru.
8
Gambar 1.12 Jig multi-station
1.3
Pengertian Fixture Fixuture adalah suatu alat bantu yang berfungsi untuk mengarahkan dan mencekam benda
kerja dengan posisi yang tepat dan kuat. Alat ini banyak digunakan pada proses pengerjaan milling, boring dan biasanya terpasang pada meja mesin seperti ragum pada mesin milling, pencekam pada mesin bubut, pencekam pada mesin gergaji, dan pencekam pada mesin gerinda. Fixture adalah elemen penting dari proses produksi massal seperti yang diperlukan dalam sebagian besar manufaktur otomatis untuk inspeksi dan operasi perakitan dengan tujuan menempatkan benda kerja ke posisi yang tepat yang diberikan oleh alat potong atau alat pengukur, atau terhadap komponen lain, seperti misalnya dalam perakitan atau pengelasan. Penempatan tersebut harus tepat dalam arti bahwa alat bantu ini harus mencekam dan memposisikan benda kerja di lokasi untuk dilakukan proses permesinan. Ada banyak standar cekam seperti rahang cekam, ragum mesin, chuck bor, collets, yang banyak digunakan dalam bengkel dan biasanya disimpan di gudang untuk aplikasi umum. Block set dan alat peraba (feeler), pengukur ketebalan (thickness gauges) digunakan dengan fixture untuk mengukur jarak dari cutter ke benda kerja. Meskipun sebagian besar digunakan pada mesin milling, fixtures yang juga dirancang untuk berbagai operasi permesinan dari alat yang relatif sederhana sampai dengan bentuk yang lebih kompleks.
9
1.4
Jenis – Jenis Fixture Jenis fixture dibedakan terutama oleh bagaimana alat bantu ini dibuat. Perbedaan utama
dengan jig adalah beratnya. Fixture dibuat lebih kuat dan berat dari jig dikarenakan gaya perkakas yang lebih tinggi. Fixture pelat adalah bentuk paling sederhana dari fixture (gambar 1.13). Fixture dasar dibuat dari pelat datar yang mempunyai variasi klem dan locator untuk memegang dan memposisikan benda kerja. Konstruksi fixture ini sederhana sehingga bisa digunakan pada hampir semua proses pemesinan.
Gambar 1.13 Fixture pelat Fixture pelat sudut adalah variasi dari fixture pelat (gambar 1.13). Dengan fixture jenis ini, komponen biasanya dimesin pada sudut tegak lurus terhadap locatornya. Jika sudutnya selain 90 derajat, fixture pelat sudut yang dimodifikasi bisa digunakan (gambar 1.14).
Gambar 1.14 Fixture pelat sudut
10
Gambar 1.15 Fixture pelat sudut modifikasi Fixture vise-jaw, digunakan untuk pemesinan komponen kecil (gambar 1.16). Dengan alat ini, vise jaw standar digantikan dengan jaw yang dibentuk sesuai dengan bentuk komponen.
Gambar 1.16 Fixture vise-jaw Fixture indexing mempunyai bentuk yang hamper sama dengan jig indexing (gambar 1.17). Fixture jenis ini digunakan untuk pemesinan komponen yang mempunyai detail pemesinan untuk rongga yang detil. Gambar 1.17 adalah contoh komponen yang menggunakan fixture jenis ini.
Gambar 1.17 Fixture indeks
11
Gambar 1.18 Komponen mesin dengan mengunakan Fixture Indeks Fixture duplex adalah jenis paling sederhana dari jenis ini dimana hanya ada dua stasiun (gambar 1.19). Mesin tersebut bisa memasang dan melepaskan benda kerja ketika pekerjaan pemesinan berjalan.
Gambar 1.19 Fixture duplex
Fixture profil digunakan mengarahkan perkakas untuk pemesinan kontur mesin secara normal tidak bias melakukan. Kontur bisa internal atau eksternal.Gambar 1.20 memperlihatkan bagaimana nok/cam secara akurat memotong dengan tetap menjaga kontak antara fixture dan bantalan pada pisau potong fris.
Gambar 1.20 Fixture profil 12
Welding Fixture, Fixture pengelasan biasanya dirancang untuk menampung dan mendukung berbagai komponen (benda kerja) yang akan dilas. Hal ini diperlukan untuk mendukung mereka di lokasi yang tepat yang mampu mencegah distorsi pada benda kerja selama pengelasan. Untuk ini elemen penolong perlu ditempatkan dengan hati-hati, penjepit harus ringan tapi tegas, penempatan elemen penjepit harus bersih dari area pengelasan dan fixture harus cukup stabil dan kaku untuk menahan tekanan pengelasan. Tidak ada batasan untuk merancang fixture pengelasan. Desainnya tergantung dan didorong oleh fakta yang diinginkan, dan bagaimana mengatasi masalah yang muncul dengan fixture saat ini. Menjaga tingkat produksi cepat bebas cacat sebagai target utama. Pepatah yang terkenal "Need is the mother of discovery" berlaku sempurna dalam hal desain fixture pengelasan. Dalam banyak kasus, praktik yang paling disukai adalah dengan cara pertama mengelas struktur dengan memegangnya di jig pengelasan dan kemudian memindahkannya ke fixturte penahan untuk pengelasan penuh. Hal ini membantu mengurangi kemungkinan distorsi dan fixturenya mengalami tekanan yang lebih rendah. Contoh fixture pengelasan diperlihatkan dalam gambar berikut.
Gambar 1.21 Welding Fixture 1.5
Keuntungan Penggunaan Jig Dan Fixture (a). Mengurangi atau kadang-kadang menghilangkan usaha untuk pencekaman, penyetingan dan pengukuran benda kerja yang biasanya dilakukan di atas meja mesin, kesulitan pemeriksaan telah digantikan oleh komponen tertentu dari peralatan jig & fixture, Sehingga dapat mempertahankan keakuratan kinerjanya. 13
(b). Mengurangi waktu siklus produk, dimana benda kerja dan peralatan alat terletak pada posisi yang tepat sebelum operasi secara otomatis. (c). Menjaga kualitas produk. Seperti diketahui variabilitas dimensi dalam produksi massal sangat rendah sehingga proses manufaktur yang didukung oleh penggunaan jig dan fixture akan menjaga kualitas yang konsisten. (d). Meningkatkan kapasitas produksi, karena pekerjaan tambahan seperti boring, drilling, trimming, piercing. dll bisa dikerjakan secara bersamaan sekaligus. (e). Kondisi operasi seperti kecepatan, laju makan dan kedalaman potongan dapat diatur ke nilai yang lebih tinggi karena kekakuan penjepitan benda kerja oleh jig dan fixture. (f). Operator yang bekerja menjadi nyaman karena upayanya dalam mengatur benda kerja bisa dihilangkan. Dan operator semi terampil dapat diberi pekerjaan sehingga menghemat biaya tenaga kerja juga. (g). Tidak perlu memeriksa kualitas produk asalkan kualitas jig dan fixture dipastikan. (h). Meningkatkan
efisiensi
penggunaan
mesin
perkakas
sehingga
berakibat
menurunkan biaya produksi. (i). Mesin-mesin lama masih dapat dimanfaatkan karena ketelitian hasil benda kerja telah dijamin jig & fixture. Pada beberapa kasus penggunaan mesin-mesin khusus masih diperlukan, tetapi dengan pemanfaatkan jig & fixture secara ekonomis akan mengoptimalkan penggunaan mesin-mesin tersebut. (j). Kemudahan dan kesederhanaan konstruksi menurunkan biaya perakitan. (k). Suku cadang dapat disediakan setiap saat sesuai kualitas yang sama dengan aslinya sehingga kemampuan penukaran komponen terjamin. (l). Melalui system pencekaman benda kerja yang aman akan menghindari keausan alat cekam sehingga secara langsung akan menurunkan biaya alat. (m). Bersamaan dengan pengerjaan benda kerja, operator dapat mempersiapkan pencekaman benda kerja dan melepas benda kerja yang telah selesai dikerjakan. (n). Penurunan waktu produksi setiap benda kerja akan mengurangi biaya produksi, 14
sehingga akan memiliki daya saing karena harga jualnya dapat diturunkan. 1.6
Pertimbangan Dalam Perencanaan Jig Dan Fixture Sebelum memutusakan penggunaan jig and fixture pada suatu proses produksi sangat
perlu dipertimbangkan pemenuhan tuntunan dibawah ini : 1. Fungsi
Fungsi yang utama pada pembuatan jig and fixture adalah bentuk dan toleransi yang diaharapkan dapat tercapai
Keseragaman ukuran pada produk masal tercapai
Waktu proses sebelum penggunaan jig and fixture yang panjang akibat penyetingan dan penggunaan benda kerja berkurang secara nyata.
Pada penggunaan checking fixture ukuran atau bentuk yang diterima tidak dapat segera dikenali.
2. Penanganan
Jig and fixture harus dapat dioperasikan dengan mudah dan cepat oleh operator awam sekalipun
Elemen operasi mudah dikenali dan dimengerti cara kerjanya.
Perlu mempertimbangkan aspek penggunaannya misal : seorang untuk pertimbangkan berat, alat bantu khusus jika menggunakan khusus jika menggunakan khusus operator cacat.
3. Ekonomi Biaya pembuatan jig and fixture lebih murah
Target pencapaian BEF ( break event point ) tercapai.
4. Kontruksi
Optimalisasi penggunaan elemen standar .
Penggunaan elemen yang lepas pasang mempertimbangkan waktu penanganan .
Jig and fixture yang bergerak dipertimbangkan terlebih dahulu kegunaan elemen yang mengunci sendiri (self locking ) pada mesin yang memiliki putaran tinggi, atau tergesernya benda kerja akibat kerusakan alat potong perlu dipertimbangkan dengan baik dan benar. 15
5. Keamanan
Aspek umum keselamatan di tempat kerja hasru diperhatikan.
Pengamatan terhadap instalasi listrik, mekanik dan tekanan yang berlebihan.
Pengamanan pada saat proses permesinan atau kegagalan permesinan.
Pengamanan terhadap kegagalan sumber tenaga pencekam.
Keamanan terhadap benda kerja akibat kesalahan peletakan, pencekaman dan saat proses.
1.7
Aspek teknis pembuatan jig and fixture
Untuk menghasilkan penepatan peralatan yang baik, sejumlah peralatan teknis perlu dipenuhi yaitu : 1. Peletakan benda kerja (location) Benda kerja memiliki ruang yang cukup pada peletakannya dan tidak memungkinkan benda terbalik atau salah pasang untuk menghindari kesalahan pekerjaan. Titik peletakan cukup jelas terlihat oleh operator. Dalam hal ini, benda kerja memiliki ukuran mentah seperti benda tuangan (sacting) dimungkinkan peletakan yang dapat diatur (adjustable) untuk menjaga kehausan lakator atau variasi ukuran benda kerja 2. Pencekaman Penyusunan atau peletakan pencekaman dan besarnya gaya pencekaman benarbenar meniadakannya reaksi akibat gaya-gaya luar akibat pemotongan benda kerja / proses. Gaya pencekam tidak menyebabkan benda kerja terdeformasi untuk merusak permukaan. Pencekaman haruslah logis dan mudah. 3. Pemasangan (handing) Komponen kontrol dan jig and fixture keseluruhan harus ringan dan mudah untuk dinaik turunkan dari mesin ke mesin. Untuk itu elemen mesin untuk pemengangan dan memindahkan jig and fixture harus tersedia. Tidak ada sisi tajam pada jig and fixture, benda kerja kecil dan sulit dalam pemasangan dan pelepasan diberikan kemudahan. 4. Keleluasaan
16
Tersedia cukup ruangan untuk pembangunan beram hasil pemotongan jika beram tidak diinginkan terbuang keluar melalui arah yang sama dengan arah pemotongan. Penggunaan celah untuk tangan operator atau alat bantu yang tersumbat sangat memungkinkan. 5. Kekuatan stabilitas Meskipun jig and fixture diharapkan sering mungjin kestabian sangat diperlukan, proposional sangat besar benda kerja dan gaya luar yang bekerja. Jika perlu digunakan peningkatan baut-mur terhadap mesin. 6. Bahan Komponen utama yang mendapat gesekan dan atau tumbukan menggunakan material gaya tools steel atau mendapatkan perlakuan pengerasan. Penggunaan material (insert) pada komponen yang harus dilas perlu dilakukan perlakuan stress relief setelah pengelasan atau sebelum permesinan untuk menghindari tegangan dalam maupun pelentingan akibat las. 7. Toleran ( tolerance) Toleran pekerjaan komponen jig and fixture yang berhubungan dengan hasil kerja proses adalah sepertiga dari toleransi benda kerja. Misalnya jarak lubang yang akan di proses pada benda kerja memiliki toleransu 0,3 mm, toleransi pada jignya untuk setting jarak antara pengarah (bush) adalah 0,1 mm.
1.8
Metode Penempatan Jig Sebelum memahami tentang jig dan fixture, sangat penting memiliki pengetahuan tentang lokasi penempatan. Lokasi penempatan mengacu pada pembentukan hubungan yang diinginkan antara benda kerja dengan jig atau fixture. Kebenaran penempatan secara langsung akan mempengaruhi keakuratan produk jadi. Jig dan fixture ditujukan agar semua gerakan yang tidak diinginkan dari benda kerja dapat dibatasi. Penentuan titik penempatan dan penjepitan benda kerja berfungsi untuk membatasi pergerakan komponen ke segala arah, sambil menyetelnya dalam posisi pra-penentuan tertentu yang relatif terhadap jig. Sebelum menentukan lokasi penempatan, penting untuk mengetahui semua kemungkinan derajat kebebasan benda kerja, yang dikendalikan dengan membuat pengaturan yang sesuai. Pengaturan ini disebut locator. 17
Ada berbagai metode lainnya yang digunakan untuk lokasi sebuah benda kerja. Pengaturan lokasi harus diputuskan setelah memperhatikan dengan seksama jenis pekerjaan, jenis operasi, tingkat akurasi yang dibutuhkan. Demikian juga dengan volume produksinya. Metode penempatan yang berbeda dijelaskan di bawah ini. 1.
Flat Locator
Flat Lokator digunakan untuk lokasi permukaan mesin datar dari komponen. Tiga contoh berbeda prinsip umum penempatan dengan flat locator diperlihatkan dalam gambar berikut,
Gambar 1.22 Metode Penempatan dengan Flat Locator Sebuah flat locator dapat digunakan seperti yang ditunjukkan pada gambar pertama. Dalam hal ini, undercut disediakan di bagian bawah di mana dua permukaan tegak lurus berpotongan satu sama lain. Gambar tengah menunjukkan locator tipe tombol datar. Tidak perlu dibuat undercut untuk pembersihan geram. Tombolnya bisa disesuaikan untuk menentukan penempatan benda kerja yang sangat bagus. Gambar ketiga memperlihatkan penempatan dengan tombol vertikal, yang merupakan pengaturan yang lebih baik karena kapasitasnya untuk menahan beban akhir dan ada ketentuan untuk pembersihan geram secara otomatis. 2.
Cylindrical Locator
Sebuah lokator silindris ditunjukkan pada Gambarv1.23 Digunakan untuk menemukan komponen yang memiliki lubang bor. Komponen silinder dilekatkan pada locator silinder yang terpasang pada jig dan dimasukkan ke dalam lubang komponen yang dibor.
18
Gambar 1.23 Metode Penempatan dengan Cylindrical Locator 3. Conical Locator Sebuah locator berbentuk kerucut diilustrasikan pada Gambar-5. Digunakan untuk menempatkan benda kerja yang memiliki lubang silinder pada benda kerja. Benda kerja diletakan dengan support di atas loker berbentuk kerucut yang dimasukkan ke dalam lubang bor dari benda kerja. Bentuk kerucut dianggap lebih baik karena memiliki kapasitas untuk mengakomodasi sedikit variasi pada diameter lubang komponen tanpa mempengaruhi keakuratan lokasi. Derajat kebebasan sepanjang sumbu-z juga bisa dikendalikan dengan meletakkan tempelan di atas benda kerja dengan bantuan sekrup.
Gambar1.24 Conical Locator 4. Jack Pin Locator Jack pin locator digunakan untuk mendukung benda kerja bertekstur kasar seperti ditunjukkan pada Gambar-6. Ketinggian jack pin disesuaikan untuk mengakomodasi benda kerja yang memiliki variasi tekstur permukaannya.
19
Gambar1.25 Jack Pin Locator 5. Drill Bush Locator Drill bush Locator diilustrasikan pada Gambar-7. Digunakan untuk memegang dan menempatkan benda kerja silinder. Bush nya memiliki celah berbentuk kerucut untuk tujuan penempatan dan kadang-kadang disekrupkan pada jig untuk penyesuaian ketinggian pekerjaan.
Gambar1.26 Drill Bush Locator 6. Vee Locator Merupakan cara cepat dan efektif menempatkan benda kerja dengan akurasi yang diinginkan. Digunakan menempatkan benda kerja melingkar dan semi-melingkar (Gambar-8). Bagian perangkat adalah blok Vee yang dipasang pada jig. Penanda dapat terdiri dua tipe locator tetap dan yang dapat disesuaikan. Tipe tetap dipasang pada jig dan yang dapat disetel dipindahkan secara aksial untuk memberikan pegangan tepat pada pita Vee ke benda kerja.
Gambar 1.27 Vee Locator
20
1.9
Pencekaman (Clamping) Untuk menahan benda kerja secara benar perangkat penjepit diperlukan selain menempatkan perangkat dan jig dan fixture. Perangkat penjepit memegang benda kerja dengan aman di jig atau fixture melawan kekuatan yang diterapkan selama pengoperasian. Perangkat penjepit harus dimasukkan ke dalam fixture, klem yang tepat dalam fixture secara langsung mempengaruhi keakuratan dan kualitas pekerjaan yang dilakukan dan waktu siklus produksi. Persyaratan dasar perangkat penjepitan yang bagus dilist berikut ini, (a). Harus dapat memegang benda kerja secara kaku. (b). Benda kerja yang dijepit jangan sampai rusak akibat penerapan tekanan klem oleh unit penjepit. (c). Tekanan penjepit harus cukup untuk mengatasi tekanan operasi yang diterapkan pada benda kerja karena keduanya menekan tekanan pada benda kerja dengan arah yang berlawanan. (d). Perangkat penjepit harus tidak terpengaruh oleh getaran yang dihasilkan selama operasi berlangsung. (e). Ini juga harus user friendly, seperti penjepitan dan pelepasannya harus mudah dan memakan waktu tidak lama. Pemeliharaannya juga harus mudah. (f). Tekanan klem harus diarahkan ke permukaan pendukung atau titik dukungan untuk mencegah pengangkatan benda kerja yang tidak diinginkan dari pendukungnya. (g). Permukaan penjepit harus dikeraskan dengan perawatan yang tepat untuk meminimalkan keausannya. (h). Untuk menangani benda kerja yang terbuat dari bahan rapuh, permukaan unit penjepit harus dilengkapi bantalan serat untuk menghindari kerusakan pada benda kerja 1. Strap Clamp Ini juga disebut penjepit tepi. Penjepitan tipe ini dilakukan dengan bantuan tekanan tuas yang berfungsi sebagai tali pada benda kerja. Berbagai jenis klem tali dibahas di bawah ini 2. Heel Clamp Bentuk sederhana dari penjepit tumit ditunjukkan pada Gambar-9. Rotasi penjepit searah jarum jam dicegah dan diijinkan berlawanan arah jarum jam. Untuk 21
melepaskan benda kerja, kacang penjepit dilepas. Gerakan bebas berlawanan arah jarum jam berlangsung sebelum melepaskan mur untuk melepaskan benda kerja.
Gambar 1.28. Heel clamp 3. Bridge Clamp Penjepit jembatan diilustrasikan pada Gambar1.29. Menggunakan tekanan klem lebih banyak dibandingkan dengan klem heel. Tekanan penjepit yang dialami oleh benda kerja tergantung pada jarak 'x' dan 'y' yang ditandai pada Gambar 1.29 Untuk melepaskan benda kerja, kacang yang disebut sebagai clamping nut ini dilepas. Mata air mengangkat tuas untuk melepaskan benda kerja itu.
Gambar 1.29 Bridge clamp 4. Edge Clamp or Side Clamp Penjepit samping juga dikenal sebagai penjepit tepi. Dalam hal ini permukaan yang akan digerakkan selalu dijepit di atas perangkat penjepit. Perangkat penjepit ini direkomendasikan untuk benda kerja panjang tetap. Melepaskan dan menjepit benda kerja dapat dilakukan dengan melepaskan dan mengacak kacang penjepit masingmasing.
22
Gambar 1.30 Edge clamp 5. Screw Clamp Penjepit sekrup diilustrasikan pada Gambar 1.31 Klem ini memberikan tekanan langsung pada sisi permukaan benda kerja. Ada pad apung di ujung mereka untuk melayani tujuan berikut: (a) Ini mencegah perpindahan benda kerja dan slip. (b) Mencegah denting area clamping benda kerja. (c) Bantal yang tersedia mencegah defleksi sekrup Selain di atas ada beberapa kelemahan yang terkait dengan metode ini. Tekanan menjepit sebagian besar bergantung pada benda kerja, bervariasi dari satu benda kerja ke benda lainnya. Ini lebih memakan waktu dan lebih banyak usaha dibutuhkan.
Gambar 1.31 Screw clamp 6. Latch Clamp Latch klem digunakan untuk menjepit benda kerja, sistem penjepit biasanya terkunci dengan bantuan kait yang disediakan. Untuk membongkar benda kerja, ujung ekor kait ditekan sehingga daun bisa terbuka, jadi melepaskan benda kerja itu. Di sini waktu yang dikonsumsi dalam bongkar muat sangat kurang karena tidak ada sekrup yang diperketat namun tekanan klem tidak begitu tinggi seperti pada perangkat penjepit lainnya. Umur jenis perangkat penjepit ini terbatas. 23
7. Equalizing Clamp Equalizing klem diilustrasikan pada Gambar 1.32 Dianjurkan untuk menerapkan tekanan yang sama pada dua permukaan benda kerja. Tekanan yang diterapkan dapat bervariasi dengan mengencangkan atau melonggarkan sekrup yang disediakan untuk tujuan itu.
Gambar 1.32 Equalizing clamp 8. Power Driven Clamping Klem tugas ringan digunakan secara manual karena daya kecil diperlukan untuk mengoperasikan klem ini. Clamping tangan menyebabkan penerapan tekanan variabel, kelelahan operator dan lebih banyak waktu yang dikonsumsi. Penguncian yang dikemudikan tenaga datang adalah masalah penjepitan tangan di atas. Power clamps dioperasikan pada dasar tenaga hidrolik atau pneumatik. Power clamps adalah tekanan tinggi menjepit, ini adalah tindakan cepat, mudah dikontrol, handal dan memakan waktu yang tidak lama.
1.10
Teknik Pengukuran Mekanik pada Jig dan Fixture
a. Jenis Teknik Pengukuran 1. Pengukuran Langsung Pengukuran Langsung adalah proses pengukuran dengan menggunakan alat ukur langsung dan hasil pengukurannya dapat langsung terbaca.
24
Gambar 1.33 Pengukuran Langsung 2. Pengukuran Tak Langsung Pengukuran Tak Langsung adalah proses pengukuran yang dilaksanakan dengan memakai beberapa jenis alat ukur pembanding, standar, dan alat ukur bantu.
Gambar 1.34 Pengukuran tidak Langsung Keterangan : (a). Pengukuran Tak Langsung (dengan Alat Ukur Standar). (b). Alat Ukur Pembanding. (c). Alat Ukur Bantu. (d). Selisih L dengan M Diukur dengan Komparator b. Karakteristik Alat Ukur pada Pembuatan Jig dan Fixture Karakteristik efektif alat ukur secara garis besar dapat dibagi menjadi dua kelompok besar, yaitu karakteristik statis dan dinamis. Secara umum karakteristik statis juga mempengaruhi
kualitas
pengukuran
di
bawah
kondisi-kondisi
dinamis.
Dalam 25
kenyataannya persamaan-persamaan diferensial seperti gaya pencekaman (Clamping), pengaruh koefesien gesekan, gerak bolak-balik perlu diperhatikan dalam pembuatan Jig. Tentu saja pendekatan ini merupakan perkiraan, namun sangat berguna. Dalam pembuatan suatu desain dari berbagai komponen-komponen suatu produk ditekankan agar mendapat hasil atau nilai dimensi pengukuran yang sesuai agar produk tersebut memenuhi standar atau spesifikasi dari produk, terlebih khususnya dalam sebuah pembuatan desain “Jig” berserta dengan fixture nya perlu memperhatikan pada karakteristik statis alat ukur. Karakteristik statis suatu alat ukur adalah karakteristik yang harus diperhatikan apabila alat tersebut digunakan untuk mengukur suatu kondisi yang tidak berubah karena waktu. Karakteristik statis terdiri dari : Karakteristik statis terdiri dari : 1.
Ketelitian ( Accuracy ) Ketelitian adalah teliti yang dikaitkan dengan apakah hasil suatu pengukuran persis atau mendekati sama dengan ukuran yang sudah ditentukan. Kasus : Pada tangkai bor biasanya dicantumkan ukuran diameter bor tersebut. Lalu kita ingin mengecek ukuran tersebut dengan menggunakan mikrometer. Setelah diukur ternyata diperoleh hasil yang sama persis dengan ukuran yang ada pada tangkai bor tersebut. Keadaan seperti ini dinamakan dengan istilah teliti.
2.
Ketepatan ( Precision ) Dasar untuk menentukan apakah ketepatan proses pengukuran itu tinggi atau rendah adalah besarnya kesalahan yang timbul yang dalam hal ini lebih dikenal dengan istilah “kesalahan rambang”. Jadi, dapat diulangi lagi disini bahwa suatu proses pengukuran dikatakan mempunyai ketepatan yang tinggi apabila pengukuran itu dilakukan secara berulang-ulang dan sama dimana hasil dari masing-masing pengukuran tadi mendekati sama dengan harga rata-rata dari keseluruhan hasil pengukuran tersebut.
26
3.
Ukuran dasar ( Basic Size ) Ukuran dasar merupakan dimensi atau ukuran nominal dari suatu obyek ukur yang secara teoritis dianggap tidak mempunyai harga batas ataupun toleransi. Secara teoritis ukuran dasar tersebut diatas dianggap sebagai ukuran yang paling tepat.
4.
Toleransi (Tolerance) Toleransi memberi arti yang sangat penting sekali dalam dunia industri. Dalam proses pembuatan suatu produk banyak faktor yang terkait didalamnya, misalnya faktor alat dan operator dipihak lain adanya banyak faktor yang mempengaruhi proses pembuatannya. Salah satu nya toleransi yang diperlihatkan pada gambar 3.1 dari Jig berjenis Bor.
Gambar 1.35 Komponen dengan Dimensi dan Toleransi pada Jig Bor 27
5.
Kelonggaran (Clerance) Kelonggaran merupakan perbedaan ukuran antara pasangan suatu komponen dengan komponen lain di mana ukuran terbesar dari salah satu komponen adalah lebih kecil dari pada ukuran terkecil dari komponen yang lain. Contoh nya pasangan antara jig untuk membuat hole dan lubang. Kelonggaran akan terjadi pada pasangan tersebut apabila dimensi terluar dari jig lebih kecil dari pada dimensi terdalam dari lubang yang sangat erat kaitan nya dengan “Suaian atau Fits”. Jenis suaian – suaian diperlihatkan pada gambar 1.37.
Gambar 1.36 Hasil Nilai Kelonggaran (Clerance) komponen Jig Bor pada
Gambar 1.37 Jenis – jenis Suaian 28
6.
Harga Batas ( Limits) Harga batas adalah ukuran atau dimensi maksimum dan minimum yang diizinkan dari suatu komponen, di atas dan di bawah ukuran besar (Basic Size). Pada pembahasan mengenai statistik dalam metrologi harga batas ini akan dibagi menjadi dua yaitu harga batas atas dan harga batas bawah.
Gambar 1.38 Nilai dari Harga Batas (Limits) c. Alat pengukuran / Instrumentasi untuk settingan awal dalam proses kerja Jig dan fixture yang sesuai spesifikasi Perancangan (desain/design) alat bantu (tools) merupakan proses mendesain dan mengembangkan alat bantu, metoda, dan teknik yang dibutuhkan untuk meningkatkan efisiensi dan produktivitas manufaktur, produksi dengan volume produksi yang besar dan kecepatan produksi tinggi memerlukan alat bantu yang khusus. Desain alat bantu selalu berkembang karena tidak ada satu alat yang mampu memenuhi seluruh proses manufaktur. Posisi desain alat bantu dalam proses manufaktur: terletak di antara desain (produk) dan produksi. Gagal atau sukses alat bantu sangat ditentukan oleh perancangannya.
29
Perancang desain alat bantu harus memahami produk yang akan dibuat dan proses pembuatannya. Adapun informasi yang diperlukan dalam pembuatan desain alat bantu harus memperhatikan hal – hal sebagai berikut : 1. Gambar produk. – Bentuk dan ukuran part – Jenis dan kondisi material yang akan diproses – Jenis pemesinan – Derajat akurasi yang disyaratkan – Jumlah yang akan diproduksi – Permukaan clamping dan locator 2. Rencana produksi. – Tipe dan kapasitas mesin yang digunakan – Tipe dan ukuran cutter – Urutan operasi – Proses pemesinan sebelumnya 3. Memahami penggunaan alat pengukuran untuk mensetting awal antara posisi jig, fixture, benda kerja. Alat pengukuran yang digunakan dalam proses kerja jig adalah sebagai :
30
Mistar Ukur
Gambar 1.39 Mistar Ukur Mistar Ingsut / Vernier Caliper Mistar Ingsut ( Mistar Geser, Jangka Sorong, Jangka geser ). Macam: Mistar ingsut dengan Nonius, Mistar Ingsut dengan Jam / Dial Caliper). Kecermatan : 0,1 ; 0,05 ; 0,001).
Gambar 1.40 Mistar Ingsut / Vernier Caliper
31
MIKROMETER Kecermatan lebih baik dari mistar Ingsut ( 0,01) Macam Kecermatan 0,005 ; 0,002 ; 0,001 ; 0,0005 ) Drajat kepercayaan turun bila ketelitian lebih kecil dari 0,005, karena kesalahan rambang
Gambar 1.41 Mikrometer Pemeriksaan Kelurusan (Straightness) Suatu permukaan benda dikatakan lurus bila bidang permukaan tersebut berbentuk garis lurus seandainya digambarkan dalam bentuk garis. Artinya demikian, suatu benda yang diperiksa kelurusan permukaannya dalam panjang tertentu, ternyata dalam pemeriksaannya tidak ditemukan adanya penyimpangan bentuk ke arah horizontal atau vertikal yang berarti, maka dikatakan permukaan benda tersebut adalah lurus. Kelurusan dari permukaan suatu komponen sangat penting perannya dalam permesinan dan alat bantu jig dan fixture tidak terkecuali seperti mejameja mesin bubut, mesin skrap, mesin frais dan mesin gerinda bekerjanya memerlukan tingkat kelurusan yang sangat teliti. Beberapa peralatan ukur yang bisa digunakan antara lain adalah mistar baja (steel rule), jam ukur dan autokolimator.
1.
Pemeriksaan Kelurusan dengan Mistar Baja
Pemeriksaan kelurusan dengan menggunakan mistar baja pada dasarnya tidak untuk mencari berapa besarnya ketidaklurusan suatu permukaan benda, melainkan hanya untuk melihat apakah permukaan benda tersebut mempunyai penyimpangan pada dimensi 32
kelurusannya atau tidak. Oleh karena itu, dalam pemeriksaannya tidak diperhatikan skala ukurnya. Sebagai contoh, misalnya akan memeriksa kelurusan benda kerja yang berbentuk balok seperti tampak pada Gambar dibawah ini.
Gambar 1.42 Memeriksa kelurusan permukaan dengan mistar baja.
2. Pemeriksaan Kelurusan dengan Jam Ukur (Dial Indicator) Dial indicator atau yang sering disebut dengan Dial Gauge ialah alat ukur yang digunakan untuk mengukur dan memeriksa kerataan atau kesejajaran pada permukaan benda dengan skala pengukuran yang sangat kecil (Novi Eka Wulandari, 2016), penggunaanya sangat penting dalam dunia pemesinan seperti pengukuran kerataan permukaan benda atau ke bulatan suatu poros, bentuknya menyerupai jam analog dengan menunjukan sekala utama dan sekala nonius dan memiliki batang penunjuk yang dapat di tekan yang bersentuhan langsung pada permukaan benda, yang istimewa dari alat ini adalah tingkat simpangannya yang sangat kecil mencapai 0.0002 mm.
Gambar 1.43 Dial Indicator
33
Gambar 1.44 memeriksa kelurusan horizontal dan Vertikal Dial Indicator ini merupakan suatu alat ukur yang tidak dapat berdiri sendiri, alat ini memiliki alat bantunya sendiri yang disebut sebagai Magnetic Base ataupun dial stand. Fungsi dari magnetic base ini adalah sebagai pemegang dial indicator dan berfungsi untuk mengatur tinggi, rendah serta kemiringan pada benda yang akan diukur.
Dial Stand
Magnetic Base Gambar 1.45 Dial Indicator
34
Fungsi Dial Indicator secara terperinci Dial indicator memiliki fungsi sebagai berikut : 1. Mengukur tingkat kerataan pada bidang datar 2. Mengukur tingkat kerataan pada bidang miring. 3. Mengukur tingkat kerataan dan sisi bulat pada suatu bidang poros Sedangkan bagian-bagian yang ada pada alat pengukuran Dial Indicator adalah sebagai berikut : a. Skala utama b. Skala nonius. c. Batas toleransi d. Bidang sentuh atau batang sentuh
Cara mengkalibrasi alat pengukuran Dial Indicator ditentukan berdasarkan langkah - langkah berikut :
1. Letakkan dial indikator pada tempat yang datar 2. Amatilah pada skala utama dan skala nonius. 3. Jika pada skala utama tidak menunjukkan pada angka 0 (nol), maka putarlah sekrup pengkalibrasi baik searah jarum jam atau sebaliknya, tergantung dari kebuthan, sampai jarum skala utama menunjukkan pada angka 0 (nol). 4. Kemudian amatilah pada skala nonius, jika tidak tepat pada angka 0 (nol), maka putarlah ring pada skala nonius hingga jarum pada skala nonius menunjukkan angka 0 (nol).
35
Gambar 1.46 Bagian – bagian pada komponen Dial Indicator
3. Pemeriksaan Kelurusan dengan Autokolimator Pemeriksaan kelurusan dengan autokolimator kebanyakan digunakan untuk memeriksa kelurusan meja-meja mesin produksi, baik dalam arah memanjang (horizontal) maupun dalam arah tegak lurus (vertikal). Salah satu contoh misalnya pemeriksaan kelurusan meja mesin bubut (kelurusan lathe-bed guide ways) yaitu tempat bergerak/berjalannya pembawa pahat potong (carriage). Gerakan pahat potong dari mesin bubut sepanjang mejanya harus betul-betul lurus (seolah-olah berada dalam satu garis lurus). Karena, sedikit saja ada penyimpangan dari garis lurus akan mengakibatkan perubahan bentuk dan ukuran dari benda kerja yang diproduksi melalui mesin bubut. Oleh karena itu tingkat kelurusan meja mesin bubut (lathe-bed guide ways) perlu diperiksa untuk menentukan apakah tingkat kelurusannya masih dalam batas-batas harga yang diijinkan menurut standar yang berlaku sehingga mesin bubut masih boleh digunakan untuk memproduksi suatu komponen.
36
5. Pemeriksaan Kesikuan dengan Blok Ukur Blok ukur merupakan alat ukur standar yang presisi yang mempunyai kesikuan dan keparalellan yang sangat baik. Dengan bantuan blok ukur ini kita dapat mengecek kesikuan dari benda ukur. Secara sederhana, cara pemeriksaan kesikuan benda ukur dengan menggunakan blok ukur diperlihatkan pada gambar dibawah berikut.
Gambar 1.48 Pemeriksaan kesikuan dengan menggunakan blok ukur.
Benda ukur diletakkan di atas meja rata (surface table) karena pelaksanaan pengukurannya harus di atas meja rata. Ambil pelat paralel (parallel strip) dan pelat sudut (angle plate), kemudian pelat paralel kita pasangkan pada pelat sudut dengan menggunakan pengunci (klem) sehingga posisi dari pelat parallel berhadapan dengan muka ukur benda ukur. Antara pelat parallel ukurannya sehingga terdapat titik kontak antara blok ukur dengan muka ukur benda ukur.
37
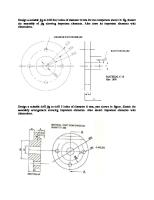
Contoh Gambar Perancangan Drill Jig
38