![Pembuatan Aki [PDF]](https://pdfs.asia/img/200x200/pembuatan-aki.jpg)
26 0 139 KB
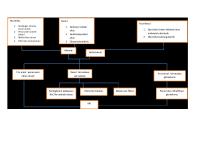
Proses Pembuatan Aki Proses produksi yang dilakukan Departemen Plat Manufacturing meliputi proses LPMM Casting (pembuatan serbuk timbal), proses Grid Casting (pembuatan grid), proses Pasting (pembuatan pasta dan pengepresan pasta pada grid), serta proses Formation (pembentukan dan pematangan plat). Grid Casting
LPMM Casting
Pasting
Formation
Diagram Alir Proses Departemen Plate Manufacturing
Bahan baku yang digunakan untuk proses produksi ini yaitu Pb (timbal). PT. Yuasa Battery Indonesia memiliki bahan baku Pb yang sangat bervariasi jenisnya. Pada proses LPMM (Lead Powder Making machine), dibutuhkan pure lead (timbal murni) untuk membuat powder lead oxide (timbal oksida). Pure lead memiliki dua tipe, yaitu jenis EMK Ca, dan EMK Sb. Sedangkan pada proses grid casting (pembuatan grid) dibutuhkan lead alloy (timbal campur) yang memiliki berbagai macam tipe, antara lain KZ, KV, T2C, K, dll dan masingmasing tipe memiliki warna yang berbeda. Bahan baku disimpan di dalam dua gudang, yaitu gudang penyimpanan pure lead dan gudang penyimpanan lead alloy. Penyimpanan lead alloy yang memiliki berbagai jenis tipe dikelompokan sesuai dengan jenis tipenya. Pada gudang penyimpanan terdapat daftar kode warna lead alloy, yang berguna untuk memudahkan pemakaian lead alloy sesuai dengan fungsinya. 1.1
LPMM (Lead Powder Making Machine) Casting melting pot
Bahan baku
cetakan
cutter
ball mill
Silo
Diagram Alir Proses LPMM Casting
Bahan baku EMK Sb
: Pure lead (timbal murni) yaitu jenis EMK Ca, dan
Bahan campuran
lead tersebut sehingga terbentuk pure lead dalam bentuk powder. Bahan pembantu : Tidak ada Mesin/alat : Konveyor, melting pot, cetakan, cutter, ball mill,
silo Hasil utama Hasil sampingan
pot) dan ceceran potongan pure lead Limbah : Dross dan ceceran potongan pure lead
1.2
: Oksigen untuk menumbukan butiran-butiran pure
: Lead Oxide Powder (serbuk timbal oksida) : Dross (setelah pure lead dimasukkan ke melting
Grid Casting
Proses ini menggunakan dua jenis timbal yang berbeda, maka proses dipisah, namun alur prosesnya sama. Bahan baku
melting pot
cetakan
cutter
grid
Diagram Alir Proses Grid Casting
Bahan baku
: Lead alloy (timbal campur). Lead Alloy yang
digunakan adalah Pb(Sb) alloy dan Pb(Ca) alloy. Pb(Sb) aloy yang digunakan adalah jenis T2C sedangkan Pb(Ca) aloy yang digunakan adalah
jenis KZ. Bahan campuran Bahan pembantu
: Pb(Ca) aloy yang digunakan adalah jenis KV. : Spray untuk grid Pb(Ca) dengan bahan dasar T2C
berupa campuran dari air panas, cork powder, dan gelatin. Spray untuk grid Pb (Sb) yang berasal dari campuran air panas, cork powder, bentonite, dan water glass. Spray ini digunakan untuk mempertahankan temperatur cetakan grid agar timah cair tidak menempel pada cetakan. Jika spray tidak
disemprotkan, maka grid yang terbentuk tidak sempurna. Hasil utama : Grid casting untuk aki konvensional dan untuk aki
MF (aki kering) Hasil sampingan
: Dross (setelah pure lead dimasukkan ke melting
pot) dan ceceran potongan lead alloy.
1.3
Limbah
: Dross dan ceceran potongan lead alloy.
Pasting
Grid Feeder
Finishing roll
Hopper
FDO
Unformed Plate
Diagram Alir Proses Pasting
Sebelum melakukan pasting, terlebih dahulu membuat pasta positif dan pasta negatif. -Pasta positif Proses pembuatan pasta positif :
Pemasukan air kedalam mixer
Bahan baku Bahan campuran Bahan pembantu Mesin/alat Hasil utama Hasil sampingan Limbah
Pemasukan teviron dan pencampuran
Penambahan powder lead oxide P2/R2
Pengadukan (±14 menit)
Penambahan asam sulfat
: powder lead oxide P2/R2 : Air, teviron, asam sulfat (H2SO4) : Tidak ada : Mixer : Pasta positif : Tidak ada : Tidak ada
-Pasta negatif Proses pembuatan pasta negatif :
Pencampuran zat aditif karbon, lignin, dan air di tabung
Pemompaan menuju mixer
Penambahan lead oxide P2/R2 kedalam mixer
Penambahan asam sulfat
Penambahan teviron dan barium sulfat
Permompaan menuju mixer
Pengadukan (±14 menit)
Bahan baku Bahan campuran
: lead oxide P2/R2 : zat aditif karbon, lignin, air, barium sulfat, teviron,
asam sulfat Bahan pembantu Mesin/alat Hasil utama Hasil sampingan Limbah
: Tidak ada : Mixer, silo, screw, bucket elevator, wing hopper. : Pasta negatif : Tidak ada : Tidak ada
Bahan baku Bahan campuran Bahan pembantu Mesin/alat
: Pasta : Asam sulfat : Air : Grid feeder, grid, hopper, soaking roll, flash drying
oven (FDO), box tertutup Hasil utama : Unformed plate Hasil sampingan : Limbah pasta, asam sulfat bekas pada soaking roll,
dan unformed plate yang reject (gagal). Limbah : Limbah pasta, asam sulfat bekas pada soaking roll,
Pasting
dan unformed plate yang reject (gagal).
1.4
Formation dan Parting Proses formation and Parting terdiri dari beberapa proses, diantaranya
adalah proses charging, proses washing, dan proses drying. 1.4.1
Proses Charging Proses ini merupakan pengisian muatan arus listrik pada plat positif dan
plat negatif. Bahan baku
: Plat positif dan plat negatif
Bahan campuran
: Asam sulfat
Bahan pembantu
: Tidak ada
Mesin/alat
: Rectifier
Hasil utama
: Formed plate (unformed plate telah bermuatan arus listrik)
Hasil sampingan
: Unformed plate yang rusak, formed plate yang short,
limbah cairan elektrolit (asam sulfat), gas asam sulfat, sludge/lumpur pasta, combing/frame. Limbah
: Unformed plate yang rusak, formed plate yang short,
limbah cairan elektrolit (asam sulfat), gas asam sulfat, sludge/lumpur pasta, combing/frame. 1.4.2
Proses Washing Proses ini merupakan proses dimana plat direndam pada air dalam waktu
tertentu. Bahan baku
: Plat positif dan plat negatif
Bahan campuran
: Tidak ada
Bahan pembantu
: Air tanah (untuk semua pencucian), air murni (plat Ca), air
tanah yang dapat di recycle (plat Sb) Mesin/alat
: Hanger dan bak pencucian.
Hasil utama
: Plat positif dan plat negatif yang telah direndam
Hasil sampingan
: Tidak ada
Limbah
: Tidak ada
1.4.3
Proses Drying
Bahan baku
: Plat positif dan plat negatif yang telah dicuci
Bahan campuran
: Tidak ada
Bahan pembantu
: Tidak ada
Mesin/alat
: Hanger, oven, dan filter baghouse
Hasil utama
: Plat positif dan plat negatif dalam kondisi kering
Hasil sampingan
: Rontokan pasta dari plat yang berupa debu
Limbah
: Rontokan pasta dari plat yang berupa debu
1.4.4
Proses Parting
Proses parting adalah proses pemotongan formed plate menjadi cutted formed plate dengan menggunakan mesin cutter. Bahan baku
: Formed plate
Bahan campuran
: Tidak ada
Bahan pembantu
: Tidak ada
Mesin/alat
: Mesin cutter, wadah pemotong, pipa bag house, lead
making Hasil utama
: Cutted formed plate
Hasil sampingan
: sisa potongan, serbuk timah, debu, dan plat yang rusak
Limbah
: sisa potongan, serbuk timah, debu, dan plat yang rusak
1.5
Assembling Assembling adalah proses perakitan segala komponen yang ada menjadi
aki. Assembling pada PT. Yuasa Battery Indonesia dibedakan menjadi dua, assembling MCB MF (aki kering) yang menggunakan plat Ca dan assembling aki konvensional (aki basah) yang menggunakan komponen plat Sb dalam penghantar arus listriknya. Produk MF memiliki dua jenis tipe, yaitu tipe OEM dan AFM. 1.4.5
Assembling MF
Proses assembling MF yaitu : Persiapan bahan-bahan yang digunakan pada proses assembling MCB MF (Motorcycle Battery bertipe MF) Lug brushing Proses stacking Lug counting Lug bending Lug fluxing Flux wipping Cast on strap (COS) Cleaning and spray mold Proses first insert Proses terminal welding Proses cooling chamber Second inserting Heat sealing Vent valve Air Lekage testing and Coding Pemberian aluminium foil Bolt and nut Pengemasan Pemasukan aki ke gudang penyimpanan Pendataan jumlah dan jenis aki yang siap dikirim ke distributor sesuai dengan pesanan Limbah
: reject plate, limbah spray, limbah lug cutting, limbah
COS, dan debu
1.4.6
Assembling Konvensional
Proses assembling konvensional yaitu : Proses stacking Proses inserting Proses welding Heat sealing Bolt and nut Pemasangan segel Pengemasan Pemasukan aki ke gudang penyimpanan Pendataan jumlah dan jenis aki yang siap dikirim ke distributor sesuai dengan pesanan Limbah
: debu timah, aki rusak, plate reject and damaged, oli
pelumas bekas coating oil, bahan kimia cair dan sisa adonan bonding, limbah plastik cair, kain lap, sarung tangan dan rubber finger