![Identifikasi Resiko Dan Peluang Ekstruder [PDF]](https://pdfs.asia/img/200x200/identifikasi-resiko-dan-peluang-ekstruder.jpg)
13 0 44 KB
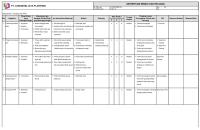
IDENTIFIKASI RESIKO DAN PELUANG
PT. LANGGENG JAYA PLASTINDO
No. Dokumen Tgl. Dikeluarkan
: :
LJP-FRM-QMR-005 22-Des-18
Rev. Hal.
: :
00 -
Departemen : Produksi Ekstruder No.
Kegiatan
1. Permintaan bahan baku
Pihak-Pihak Kebutuhan dan yang Harapan Pihak-Pihak Isu Internal/Isu Eksternal Berkepentingan yang Berkepentingan 1. Bagian Gudang
1. Bahan Baku bersih
2. Bagian Produksi
1. Bahan baku tercampur material lain
Nilai Resiko Resiko
P
S
V
Tingkat Resiko
4
5
20
High
Peluang
1. Produksi kurang lancar, film bolong-bolong
Tindakan untuk Pencegahan Resiko dan Peluang 1. Peningkatan proses
PIC 1. Gudang
pemisahan PET dan sampah 2. Produksi HW
Ekstruder
atau PVC pada proses HW
2. Tidak adanya campuran
1. Karung kotor dan berdebu
material lain di luar PET
1. Mesin sering off untuk
3
5
15
High
ganti filter
1. Sebelum masuk ke HAD, karung dipastikan bersih
1. Operator HAD dan SSP
terlebih dahulu dari debu dan kotoran
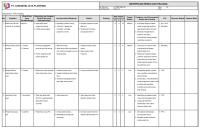
2. Pengecekan benang 1. Produksi ekstruder
2. QC
1. Kualitas benang sesuai dengan standar
1. Kualitas benang kurang kuat dan pecah-pecah
3. Produksi Loom
1. Reject benang ekstruder banyak 2. Hasil dan produksi loom kurang lancar
1. Mendapatkan
Menentukan setting IV di SSP
1. QC
kualitas benang
3
4
12
Medium
untuk mempermudah setting
2. Foreman
yang standar dan
mesin ekstruder
3. Operator
1. Melakukan pengecekan
1. QC
memperlancar proses di loom
2. Denier atau berat sesuai 1. Fluktuasi denier tidak stabil 1. Gramasi karung jadi tidak 1. Mempermudah dan permintaan
stabil
3
4
12
Medium
mempercepat
sesering mungkin serta
tindakan setiap ada
menginformasikan setiap
ketidaksesuaian
terjadi penyimpangan kepada
hasil benang
foreman produksi agar dapat
2. Foreman
ditindaklanjuti
3. Pengeluaran barang 1. Admin Ekstruder 1. Benang yang digunakan ke loom
2. Foreman
sesuai denier
1. Ada beberapa benang yang 1. Gramasi karung menjadi under maupun over spec.
3
3
9
Medium
tidak stabil
1. Melakukan pengecekan
1. QC
gramasi minimal 3 kali per
3. Helper
shift
4. Admin Loom 2. Ukuran diameter gulungan1. Gulungan benang terlalu benang pas dan sesuai
besar atau tidak rata
1. Ukuran yang terlalu besar
3
4
12
Medium
1. Menginstruksikan semua
maka tidak dapat
operator doffing terkait batas
digunakan untuk shuttle/
ukuran diameter maksimal
pakan
setiap benang dan penggunaan benang di loom
Produksi
Rencana Selesai
Sasaran Mutu
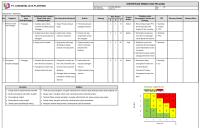
PELUANG
DAMPAK
1. Sangat tidak mungkin/hampir mustahil
1. Tidak ada yang dirugikan, kerugian material kecil, dampak dapat ditangani pada tahap kegiatan rutin
2. Kecil kemungkinan tapi tidak mustahil
2. Sangat kecil / kerugian waktu kecil, berdampak pada efektivitas proses
3. Kemungkinan terjadi
3. Tambah Waktu proses perbaikan, kerugian administratif dan waktu proses cukup besar
4. Kemungkinan sering terjadi
4. Proses ulang, kerugian waktu dan material besar pada perusahaan
5. Hampir pasti terjadi/sangat sering
5. Kerugian material sangat besar, berpengaruh pada Perusahaan